Навигация
Направления и перспективы развития технологии и оборудования цехов холодной прокатки
37836
знаков
0
таблиц
4
изображения
5. Направления и перспективы развития технологии и оборудования цехов холодной прокатки.
Холоднокатаный листовой прокат относится к категории высококачественной металлопродукции. Использование его в различных отраслях промышленности чрезвычайно эффективно. Это является стимулом интенсивного научно-технического прогресса в области производства холоднокатаных листов. Идет непрерывное совершенствование существующих технологий, предлагаются принципиально новые технические решения. Основные из них отмечены ниже.
1. Постоянно ведутся работы по замене трудоемкой и экологически вредной операции травления другими способами удаления окалины с поверхности горячекатаных полос-заготовок. Установка в составе травильных линий валковых окалиноломателей, работающих по принципу резкого перегиба и растяжения полосы, и дрессировочных клетей позволяет значительно сократить процедуру последующего травления. В последние годы развивается дробеструйный способ удаления окалины. Дробеструйные аппараты устанавливаются либо непосредственно в линиях травления, либо отдельно, в самостоятельных линиях. Обычно после дробеструйной обработки требуется лишь легкое травление; при этом расход кислоты сокращается примерно на 75 %.
2. В цехах с большим объемом производства будут сооружаться новые непрерывные станы, в основном 5-клетевые для прокатки полос толщиной не менее 0,3- 0,4 мм и б-клетевые для прокатки более тонких полос. Масса рулонов достигнет 50-60 т. Получат дальнейшее распространение станы бесконечной прокатки.
Максимальная скорость прокатки, по-видимому, не превысит 35-40 м/с, так как практика свидетельствует, что достижение таких скоростей вызывает трудности. На тех новых станах, на которых такие скорости запроектированы, фактически прокатка осуществляется на более низких скоростях, до 30-35 м/с.
При относительно небольших объемах производства холоднокатаных листов и полос, например из специальных сталей и многих цветных металов, будут широко использоваться одноклетевые реверсивные многовалковые станы, оборудованные мощными намоточно-натяжными барабанами (моталками). Максимальная скорость прокатки на этих станах будет находится на уровне 10-15 м/с. Интенсивно разрабатываются новые конструкции одноклетевых станов, рассчитанные на работу с повышенными обжатиями. К числу таких станов относятся рассмотренные выше станы типа MKW и Тейлора.
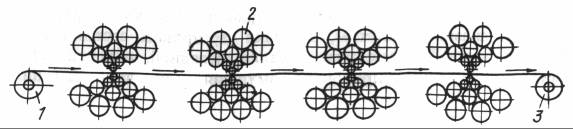 |
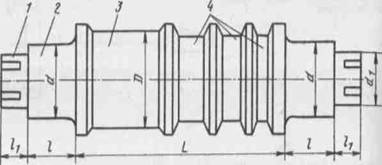
В зарубежной практике имеются примеры использования многовалковых клетей в составе непрерывных станов (рис. 51).
Рис. 51. Схема непрерывного стана, состоящего из четырех многовалковых клетей:
1 — разматыватель; 2 — 20-валковые рабочие клети; 3 - моталка
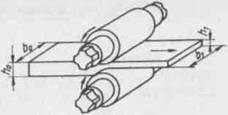
3. В связи с постоянным ужесточением требований по минимальной поперечной разнотолщинности листов, а также их полной планшетности, будут продолжаться работы по совершенствованию профилировок валков. Особого внимания заслуживает разработка способов мобильного воздействия на профиль прокатной щели и, соответственно, профиль листов в процессе прокатки. Будет расширяться применение установок противоизгиба валков. В последние годы предложены способы быстрого воздействия на профиль прокатной щели путем осевого смещения рабочих валков специальной, так называемой «бутылочной» формы или промежуточных валков на многовалковых станах. Форма «бутылочных» валков схематично показана на рис. 52, а. Очевидно, при осевом смещении «бутылочных» валков навстречу друг другу высота зазора в средней части бочек будет уменьшаться, т.е. будет достигнут эффект, аналогичный увеличению выпуклости валков. При осевом смещении промежуточных валков с односторонними краевыми скосами, как показано на рис. 52, б, также достигается изменение
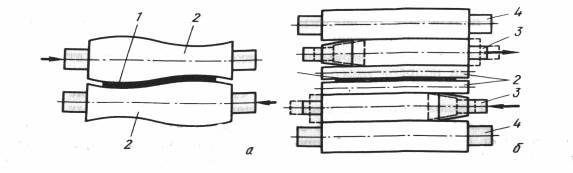 |
соотношения обжатий в средней части и по кромкам полосы.
Рис. 52. Способы изменения формы межвалкового зазора посредством осевого смещения валков:
а — вариант применения «бутылочных» рабочих валков; б — вариант смещения промежуточных валков; 1 — прокатываемая полоса; 2,3,4— соответственно рабочие, промежуточные и опорные валки.
4. Тенденция к постепенному уменьшению толщины прокатываемых листов вызывает необходимость применения более эффективных технологических смазок (эмульсий). Однако введение дополнительных количеств жировых компонентов в смазку приводит к повышенной зажиренности металла после прокатки, что нежелательно. Для устранения указанного противоречия современные смазочные системы на непрерывных станах должны предусматривать возможность раздельной подачи смазки по клетям, позволяя варьировать состав и концентрацию смазки. В этом случае на валки последней, чистовой клети подается низкоконцентрированная эмульсия или даже моющий раствор.
Современные смазочные системы также должны обеспечивать достаточное охлаждение и тщательную очистку эмульсии от металлических частиц и других загрязнений.
Похожие работы
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
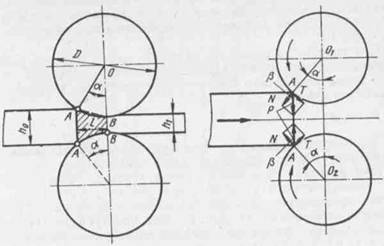
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев