Особливості процесу сушіння деревини
Способи сушіння деревини
Сушіння в рідинах
Ротаційний спосіб сушіння
Технологічний процес сушіння деревини
Волога в деревині
Контроль за вологістю деревини і внутрішніми напруженнями у процесі сушіння
Вплив сушіння деревини на її міцність
Вдосконалення схеми
Розрахунок контуру регулювання температури
Проектування автоматизованої системи керування процесом сушіння деревини
Сенсор відносної вологості
Центробіжний вентилятор
Вибір мікроконтролера
Особливості мікроконтролерів PIC16F87X
Структура та метрологічні характеристики каналів контролю і регулювання
Функціональна структура системи управління
Загальні відомості про систему проектування друкованих плат P-CAD
Графічний редактор принципових схем P-CAD Schematic
Безпека при експлуатації парових і водогрійних котлів
Техніка безпеки при транспортних роботах в сушильних цехах
Навигация
Контроль за вологістю деревини і внутрішніми напруженнями у процесі сушіння
Автоматизація процессу сушки деревини
147788
знаков
20
таблиц
31
изображение
1.5 Контроль за вологістю деревини і внутрішніми напруженнями у процесі сушіння
Контроль вологості деревини в процесі сушіння в даний час проводять способом контрольних зразків. Контрольний зразок довжиною 1—1,2 м відпилюють від дошки, характерної для партії пиломатеріалів, що завантажується в сушильну камеру. Одночасно випилюють дві суміжні зі зразком секції вологості (рис.1.6). Відразу ж після розпилювання секції очищають від опилок і заусенець і зважують на технічних вагах. Потім визначають їхню вологість. Середнє значення вологості, обчислене по двох секціях, приймають за початкову вологість (WП) контрольного зразка.
Контрольний зразок нумерують, торці його очищають і покривають густотертою олійною фарбою. Після цього зважують на торгових вагах з погрішністю до 5 г. Початкову масу (МП) записують на зразку й у журналі чи карті сушіння [2,56].
У кожен сушильний штабель закладають два-три контрольних зразки в місця інтенсивного й уповільненого сушіння.
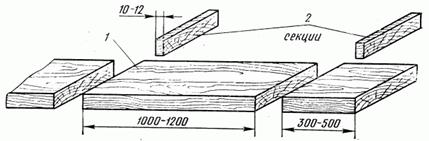
Рис. 1.6. Схема випилювання контрольного зразка:
1 — контрольний зразок, 2-— секції вологості
Зразки укладають поруч з торцем штабеля чи трохи глибше, але так, щоб їх легко можна було вийняти. Вони повинні лежати на прокладках, не стикаючись із площиною дощок. Над зразками укладають спеціальні прокладки з вирізом (рис. 1.7).
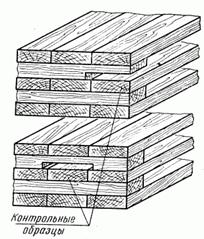
Рис. 1.7. Схеми розміщення контрольного зразка в штабелі
По відомих величинах початкової вологості і початкової маси розраховують масу абсолютно сухого контрольного зразка:
 , (3)
, (3)
Таким чином, його вага в абсолютно сухому стані відома перед початком сушіння.
У процесі сушіння через визначені проміжки часу зразки виймають зі штабеля і зважують.
Поточну вологість WT зразків знаходять по виразу
 , (4)
, (4)
де ![]() – маса зразка в момент визначення поточної вологості, г.
– маса зразка в момент визначення поточної вологості, г.
При сушінні тонких пиломатеріалів хвойних порід контроль вологості проводять у початковій стадії процесу через 8 год, а в кінцевій – через 12 год. Для пиломатеріалів підвищеної товщини чи листяних порід проміжки часу між зважуваннями збільшують у 1,5–2 рази.
За величиною поточної вологості судять про можливість переходу на наступну ступінь режиму чи сушіння закінченні процесу.
Спосіб контрольних зразків має ряд недоліків. Вимагаються часті заходи операторів у камери, що порушує в них режим сушіння, маються незручності і навіть небезпека при застосуванні форсованих режимів. Для контролю вологості високотемпературного сушіння пиломатеріалів він непридатний. Крім того, цей спосіб не забезпечує високої точності вимірів [4,63].
1.6 Якість сушіння пиломатеріалів. Закінчення процесу сушіння
Якість сушіння пиломатеріалів характеризується рядом показників, основними з яких є:
- видимі дефекти сушіння;
- середня величина кінцевої вологості;
- рівномірність кінцевої вологості;
- перепад вологості по товщині;
- залишкові напруження.
Показники якості сушіння встановлюються стосовно визначеної партії деревини. За таку партію звичайно приймають штабель дощок чи заготівель.
Спочатку розглянемо перший показник – видимі дефекти сушіння. У висушеному матеріалі незалежно від його призначення видимі дефекти не допускаються.
До видимих дефектів деревини, що можуть з'явитися при її сушінні, відносяться розтріскування і короблення. На практиці зустрічається зовнішнє, внутрішнє, торцеве і радіальне розтріскування.
Зовнішні тріщини утворюються в матеріалі в початковий період сушіння, коли діючі на поверхні розтягуючі напруження, перевищують межу міцності. Причина утворення зовнішніх тріщин – занадто твердий режим сушіння, а міра попередження – застосування раціонального режиму.
Внутрішні тріщини можуть з'явитися наприкінці процесу, якщо в центрі сортименту виникли надмірно великі напруження, що розтягують. Щоб попередити їхнє утворення, необхідно дотримуватися режиму сушіння і проводити проміжну і кінцеву вологотеплообробки.
Виникнення торцевих тріщин зумовлене більш інтенсивним сушінням торців у порівнянні із середньою частиною сортименту. Найбільш ефективний засіб попередження цього дефекту – замазування торців вологонепроникною сумішшю. Через велику трудомісткість цей захід при масовому сушінні не застосовується.
Правильне укладання пиломатеріалів у штабелі, зокрема вирівнювання торців штабеля, розміщення крайніх прокладок рівно з торцями дощок, формування повногабаритного штабеля, значно знижує торцеве розтріскування. Торцеві тріщини в цьому випадку бувають неглибокими і при поперечному розкрої пиломатеріалів втрати будуть незначними.
Радіальні тріщини виникають при сушінні круглих лісоматеріалів і пиломатеріалів, що містять серцевинну трубку. Причина їхнього утворення – різне усохнення в радіальному і тангенціальному напрямках. Попередити їхню появу при камерному чи атмосферному сушінні неможливо навіть при самому обережному і повільному проведенні процесу. Щоб уникнути цього дефекту, при розкрої пиломатеріалів варто вирізувати серцевину чи стежити, щоб вона знаходилася на поверхні.
Короблення пиломатеріалів у процесі сушіння відбувається також через різне усохнення в радіальному і тангенціальному напрямках. У дощок тангенціального розпилювання незалежно від режиму сушіння усадка зовнішньої пласті (стосовно центру колоди) буде при сушінні більше, ніж усадка внутрішньої пласті. Це приводить до вигину (короблення) дошки в поперечному напрямку (рис.1.8.). Дошки радіального розпилювання не коробляться. Різниця усушки деревини вздовж і поперек волокон викликає поздовжнє короблення. Для того щоб запобігти поперечному і подовжньому коробленню дощок, їх варто сушити в затиснутому стані, дотримуватись правила формування штабеля (укладати в один ряд дошки строго однакової товщини, застосовувати стандартні стругані прокладки, кожен ряд яких повинен знаходитися в одній вертикальній площині). У цьому випадку плоска форма дощок у штабелі фіксується масою самої деревини, за винятком верхніх двох-трьох рядів. У верхньому ряді варто укладати дошки радіального розпилювання чи матеріал не відповідного призначення. Таким чином, короблення дощок при сушінні виникає тільки при неправильному і недбалому укладанні, але не є наслідком неправильно обраного режиму сушіння. Відхилення ж від раціонального режиму може привести до утворення тріщин [4,51].
Середня величина кінцевої вологості контрольованої партії визначається в такий спосіб. Зі штабеля в зонах швидкого й уповільненого просихання матеріалу відбирають не менш дев'яти дощок. З кожної дошки випилюють дві секції вологості і визначають їхню вологість. Вологість партії WСР обчислюють як середнє арифметичне з отриманих значень вологості секцій.
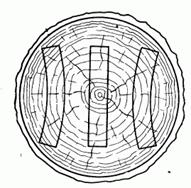
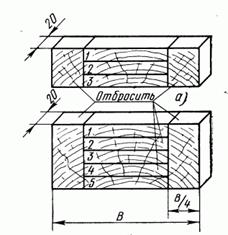
Рис. 1.8. Поперечне коробле- Рис. 1.9. Секції пошарової ння пиломатеріалів вологості (В-ширина дошки)
Рівномірність кінцевої вологості. Показником рівномірності вважають середнє квадратичне відхилення, що обчислюється по формулі
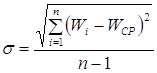 , (5)
, (5)
де Wi – вологість окремої секції, %;
WСР – середняя вологість штабеля, %;
n – число секцій вологості.
Фактична вологість окремих дощок штабеля з імовірністю 95% (у 95 випадках з 100) буде знаходитися в межах WСР![]() .
.
Перепад вологості по товщині контролюють по секціях пошарової вологості, що випилюють з відібраних дощок поруч із секціями для визначення загальної вологості. Секції розколюють по схемах, приведених на рис. 1.9: при товщині дощок до 50 мм на рис.1.9, а, при товщині 50 мм і більше – на мал. 1.9, б. Різниця у вологості бічних (зважуваних разом) і середніх смужок показує перепад вологості.
Залишкові напруження у висушеному матеріалі встановлюють по силових секціях, що випилюються поруч із секціями пошарової вологості з кожної відібраної дошки. Можна вважати, що деревина практично вільна від залишкових напружень, якщо відносне відхилення зубців секції (у вершині) від нормального положення не перевищує 1,5—2% довжини зубця.
Висушена деревина повинна відповідати по якості сушіння своєму призначенню. Призначення деревини різноманітне, і тому різні і вимоги, щодо якості сушіння.
У залежності від цих вимог “Керівними матеріалами по камерному сушінню пиломатеріалів” установлено чотири категорії якості.
I категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує механічну обробку і зборку деталей по 12-10-му квалітетам (ДСТ 6449—76) (точне машинобудування, приладобудування, виробництво моделей, лиж).
II категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує механічну обробку і зборку деталей по 13-11-му квалітетам (виробництво меблів, автобудування, пасажирське вагонобудування).
III категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує механічну обробку і зборку деталей по 15-13-му квалітетам (вантажне авто- і вагонобудування, сільгоспмашинобудування, виробництво тари).
0 (нульова) категорія – сушіння до транспортної вологості товарних пиломатеріалів без зниження їхньої міцності і зміни кольору (для експортних).
Необхідна величина середньої кінцевої вологості деревини після сушіння коливається для різних виробів у широких межах і регламентується стандартами і технічними умовами [4,67]. Наприклад, для меблів вона складає 7–8%, для столярно-будівних виробів 10–12%, для тари 15–20%. Норми вимог до інших показників якості регламентуються Керівними матеріалами (табл. 1.6).
Таблиця 1.6.
Норми вимог до якості сушіння пиломатеріалів і заготівок
| Категорія якості сушіння | Середня кінцева вологість деревини, % | Допустимі відхилення кінцевої вологості у партії від середньої, % | Допустимий перепад вологості, %, при товщині пиломатеріалів, мм | Залишкові внутрішні напруження | |||
| 13-22 | 25-40 | 45-60 | 70-90 | ||||
| 0 | 19 | +2 –4 | Не контролюється | Не контролюються | |||
| I | 6 8 | +1,5 ±2 | 1,5 | 2,0 | 2,5 | 3,0 | Не допускаються |
| II | 6 8 10 | ±2 ±2,5 ±3 | 2,0 | 3,0 | 3,5 | 4,0 | Те ж саме |
| III | 8 10 12 15 | ±3 +4 ±5 ±5 | 2.5 | 3.5 | 4,0 | 5,0 | Не контролюються |
Закінчення процесу сушіння. Для забезпечення необхідної якості пиломатеріалів закінчення процесу сушіння необхідно проводити в такий спосіб.
Після досягнення матеріалом заданої кінцевої вологості (що встановлюють по контрольних зразках) призначають вологотеплообробку. По її закінченні закривають зволожувальні труби, у камері створюють параметри сушильного агента по останній ступіні режиму і протягом 2–4 год (у залежності від товщини пиломатеріалів) проводять підсушування поверхневих шарів. Потім із штабеля відбирають проби для визначення показників якості сушіння.
У період виконання контрольних операцій у камері проводять кондиціонування. При виконанні цієї операції температуру середовища підтримують на 5° С вище температури останньої ступіні режиму сушіння (але не більш 100° С), а ступінь насичення встановлюють по величині рівноважної вологості деревини, що дорівнює кінцевій вологості, збільшеній на 1%. Якщо деревина відповідає пропонованим вимогам, подачу пари в калорифери припиняють, камеру прохолоджують до 30–40° С спочатку при відкритих приточно-витяжних каналах, а потім при напіввідчинених дверях, далі штабелі викочують і починають готувати камеру до наступного завантаження. Якщо ж встановлено, що матеріал не відповідає необхідним вимогам, то повинна бути призначена додаткова вологотеплообробка (при наявності в матеріалі залишкових напружень) чи продовжене кондиціонування (при неприпустимому діапазоні коливання кінцевої вологості).
При проведенні камерного сушіння пиломатеріалів обов'язково записуються всі спостереження і виміри. Запису підлягають:
- фактичний і рекомендований режимом стан середовища в камері (запис проводять щогодини);
- характеристика пиломатеріалів і їхня кількість;
- результати контролю поточної вологості пиломатеріалів;
- результати аналізу внутрішніх напружень і залишкових деформацій;
- режими і результати проміжної і кінцевої вологотеплообробок;
- результати контролю якості сушіння;
- причини простою камери й інші факти, що відносяться до проведення сушіння.
Для записів доцільно використовувати спеціальні журнали і карти сушіння, що рекомендовані “Керівними матеріалами по камерному сушінню пиломатеріалів”.
Похожие работы
... окремих деталей і вузлів на підприємствах, розташованих в районах видобування деревини, дозволяє більш ефективно використовувати відходи деревообробки для виробництва деревностружкових і деревноволокнистих плит. 2. Виробництво конструкцій із деревини В малоповерховому, сільському (склади мінеральних добрив тощо), цивільному (спортивні і концертні зали) будівництві знайшли застосування дерев ...
... і тирси розміром 1.5. 5 мм. 2. Виробництво виробів і конструкцій на неорганічних речовинах При виробництві блоків стін підвалів з бетонів класом по міцності при стиску В7,5 і В10 на підприємствах бетонних і залізобетонних конструкцій застосовують вторинні сировинні ресурси, які отримують внаслідок переробки некондиційних залізобетонних конструкцій і демонтованих з будинків і споруд з значним ...
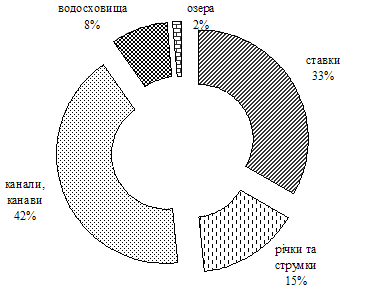
... речовини, викиди поживних елементів, подібних до стоку добрив; осідання кислотних опадів, хвороботворні організми. Все це призводить до погіршення якості води і деградації водних ресурсів. Комплексна екологічна оцінка стану річок басейнів Дніпра за методикою, яка розроблена Українським НДІ водогосподарсько-екологічних проблем, показала, що немає жодного басейну, стан котрого можна було б класифі ...
0 комментариев