Навигация
6 Расчет муфты
6.1 Алгоритм расчета муфты
Алгоритм расчета муфты приведен на рисунке 7.
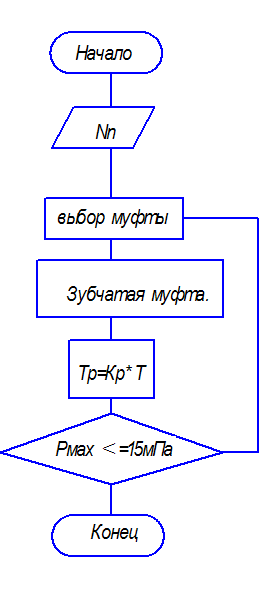
Рисунок 7 Схема алгоритма выбора и проверки на прочность муфты
- типоразмер муфты: МЗ-6.
- максимальный крутящий момент. 11576 Н*м:
- минимальный диаметр вала, 85 мм
- маховый момент инерции 2,8 кг*м2
Муфта зубчатая состоит из двух полумуфт выполненных в виде двух закрепленных на валах втулок с наружными зубьями эвольвентного профиля и охватывающей их обоймы с внутренними зубьями.
Эти муфты выбирают по ГОСТ 5006 для валов с небольшой частотой вращения (![]() ). Эта муфта компенсирует радиальное биение (в пределах
). Эта муфта компенсирует радиальное биение (в пределах![]() ) и небольшое угловое (не более 1°) смещения валов. Для компенсации смещений валов в муфтах предусмотрены торцевые зазоры S, вершины зубьев втулок обрабатываются по сферической поверхности, зубчатое зацепление выполняют с увеличенными боковыми поверхностями, а боковым поверхностям зубьев придают бочкообразную форму.
) и небольшое угловое (не более 1°) смещения валов. Для компенсации смещений валов в муфтах предусмотрены торцевые зазоры S, вершины зубьев втулок обрабатываются по сферической поверхности, зубчатое зацепление выполняют с увеличенными боковыми поверхностями, а боковым поверхностям зубьев придают бочкообразную форму.
Детали муфты изготовляют из сталей 45 (поковка) или 25Л (литье). Для тяжело нагруженных муфт применяют легированные стали типа 15Х. 20X с цементацией рабочих поверхностей и закалкой до твердости 42HRC
По номинальному крутящему моменту ![]() , определяем вращающий момент
, определяем вращающий момент ![]() , где
, где ![]() выбираем в зависимости от условий работы.
выбираем в зависимости от условий работы.
По ![]() ГОСТ 5006 - 83 выбираем муфту с размерами:
ГОСТ 5006 - 83 выбираем муфту с размерами:
![]() ;
; ![]() ;
;![]() ;
;
Материал муфты: Сталь 35.
Размеры выбранной муфты проверяем по допускаемому давлению ![]() на поверхности выступов
на поверхности выступов
![]() ,
(6.1)
,
(6.1)
![]()
при ![]() для стальной термически обработанной муфты, работающей со смазочным материалом.
для стальной термически обработанной муфты, работающей со смазочным материалом.![]()
Условие прочности ![]() выполняется, выбранная муфта работоспособна.
выполняется, выбранная муфта работоспособна.
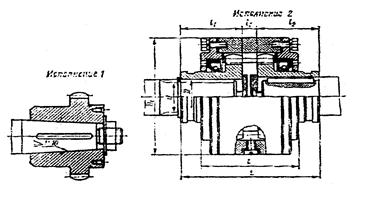
Рисунок 8 Внешний вид зубчатой муфты
7 Шпоночные соединения
7.1 Расчет шпоночных соединений
Шпоночные соединения предназначаются для передачи крутящего момента от вала к ступице и наоборот. В зависимости от конструкции шпонки делятся на призматические, сегментные, клиновые, тангенциальные, специальные. Наибольшее применение находят призматические шпонки (ГОСТ'23360-78)
Призматические шпонки подбирают в зависимости от диаметра вала и проверяют на прочность по напряжению смятия
![]() (7.1)
(7.1)
где ![]() , - наибольший крутящий момент с учетом динамических нагрузок при пуске;
, - наибольший крутящий момент с учетом динамических нагрузок при пуске;
![]() - диаметр вала;
- диаметр вала;
![]() - высота шпонки;
- высота шпонки;
![]() - заглубление шпонки в вал;
- заглубление шпонки в вал;
![]() - длина шпонки;
- длина шпонки;
![]() - допустимое напряжение смятия.
- допустимое напряжение смятия.
Длина шпонки выбирается на ![]() короче ступицы, из предлагаемого ряда на длину шпонки, если по результату расчета длина ступицы получается
короче ступицы, из предлагаемого ряда на длину шпонки, если по результату расчета длина ступицы получается ![]() , то шпоночное соединение рекомендуется заменить шлицевым.
, то шпоночное соединение рекомендуется заменить шлицевым.
Вал цепной передачи фиксация муфты: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
;
![]() , (7.2)
, (7.2)
![]()
![]()
Выбираем следующую шпонку (по ГОСТ 23360-78).
Таблица 2 Параметры шпоночных соединений муфты
| № вала |
|
|
|
|
|
|
| 1 | 85 | 100 | 26 | 16 | 6,4 | 135 |
Тихоходный вал фиксация звездочек: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
;
![]()
![]()
Выбираем следующую шпонку (по ГОСТ 23360-78).
Таблица 3 Параметры шпоночных соединений звездочек
| № вала |
|
|
|
|
|
|
| 1 | 100 | 85 | 28 | 16 | 6,4 | 144 |
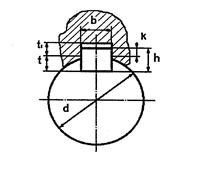
Рисунок 9 Физические размеры шпонки
Соответсвующие размеры шпонки указаны на рисунке 9.
Похожие работы
... определить необходимое для этого снижения интенсивности теплового потока. где Тв – температура воздуха в рабочей зоне. Заключение Но кроме нормативов безопасности жизнедеятельности, в общем, во всех цехах, включая литейный цех, должны использоваться санитарно-гигиенические средства и лечебно-профилактические мероприятия защиты человека от неблагоприятного воздействия пыли, нагрева ...
... кН; кН; кН; кН; кН; кН; кН; кН; кН; кН; кН; Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены. кН. 5. Расчет тягового усилия и мощности привода Общее тяговое усилие при промежуточном расположении привода: W0 = S12 = 22,8кН Потребная мощность двигателя: , где υ - скорость движения тягового органа, м/с; η - КПД ...
... , т.е.654 стержня на одного работника в сутки. В результате технических проработок существующих технологий по изготовлению стержней, техническими службами завода была выбрана технология «ТЕРМОШОК». Был изучен рынок изготовителей оборудования «ТЕРМОШОК» и проведены тендерные переговоры. Наибольший интерес для предприятия представили фирмы: - “Штерн”, Германия (с дочерней компанией “ДЖИ ЗЕТА”, ...
... Югов П.И. Использование термодинамической модели для прогнозирования усвоения элемента раскисления //Сталь – 1977. - №10. – с. 12-21. 15. Мочалов С.П. Методы оптимизации металлургических процессов. – Новокузнецк, 1989. 16. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы. – М.: Издательство стандартов, 1991. – 36 с. 17. ГОСТ ...
0 комментариев