Навигация
Министерство науки и образования
Федеральное агентство по образованию
«Балка нижняя наружная»
Технологический процесс механической обработки
2007
ИРКУТСКИЙ АВИАЦИОННЫЙ ТЕХНИКУМ
УТВЕРЖДАЮ:
Председатель цикловой
комиссии
________________________
ЗАДАНИЕ
На курсовой проект
по дисциплине «Технология машиностроения»
студенту учебной группы
Тема: разработать технологический процесс обработки на деталь
«Балка нижняя наружная»
Начало проектирования:
Срок представления к защите:
Руководитель: Субботин Д.Ю.
«___»_____________2006 г.
Студент: Григорьев Р.Е.
«___»_____________2006 г
Содержание
ведение. 5
1. Общая часть. 8
1.1. Описание конструкции детали. 8
1.2. Материал детали и его свойства. 8
Сплав средней прочности ВТ-20 ГОСТ 19807-91. 9
Штампуемость. 9
1.3. Анализ технологичности детали. 10
1.4. Выбор и обоснование типа производства. 12
1.4.1. Определение количества деталей в партии и периодичность ее запуска 14
2. Технологическая часть. 16
2.1. Выбор вида заготовки и способ её получения. 16
2.2. Расчёт припусков и размеров заготовки. 17
Аналитический метод. 17
2.3. Анализ заводского технологического процесса. 20
2.4. Разработка маршрутного техпроцесса. 22
2.5. Выбор технологического оборудования. 23
2.6. Выбор приспособления и режущего инструмента. 25
2.7. Применяемые методы и инструменты контроля. 26
2.8. Расчет режимов резания. 28
2.9. Нормирование операций. 33
3. Конструкторская часть. 38
3.1. Конструкция приспособления. 38
3.2. Расчет приспособления. 39
3.2.1. Расчет силы зажима. 39
3.2.2. Определение размеров элементов зажима заготовки. 40
3.2.3. Выбор гидроцилиндров. 41
3.2.4. Расчет на прочность “слабых” звеньев конструкции. 42
3.2.5. Определение погрешности базирования. 43
4. Литература. 44
ведение
Машиностроение является ведущей отраслью народного хозяйства. Важнейшим и обязательным требованием современного производства является систематическое повышение качества изделий при выполнении заданий по объему выпуска и высокой производительности труда. Главным рычагом повышения эффективности производства является ускорение научно-технического процесса, широкое внедрение техники новых поколений, принципиально новых технологий, обеспечение выпуска высококачественной продукции.
Одна из задач современного машиностроительного производства, в условиях научно-технического процесса является изготовление качественных изделий, по возможности с более низкой себестоимостью. С развитием современных технологий это стало возможным за счет использования черновых заготовок с экономичными конструктивными формами, обеспечивающие возможность обработки с наибольшей производительностью и наименьшими отходами. Это требует непрерывного повышения точности заготовок и приближение их конструктивных форм и размеров к готовым деталям, что позволяет сократить объем обработки резанием, ограничивая ее в ряде случаях чистовыми и отделочными операциями. За счет этого снижается трудоемкость механической обработки заготовок, достигаемое из-за рационального выбора их изготовления, обеспечивающий рост производства, на тех же производственных площадях без существенного увеличения оборудования и технологической оснастки. Необходимая точность заготовок задается: отливками из черных и цветных металлов, кованными и штампованными заготовками.
Применение станков с числовым программным управлением позволило качественно изменить металлообработку, получить большой экономический эффект благодаря сокращению основного и вспомогательного времени, возможностью применения многостаночного обслуживания, повышенной точностью, снижению затрат на специальные приспособления, сокращению или полной ликвидации разметочных и слесарных работ. Опыт использования станков с числовым программным управлением показал, что эффективность их использования возрастает при повышении точности, усложнении условий обработки (Взаимное перемещение заготовки и инструмента) при много инструментальной обработки заготовок с одного установа.
Современные методы механической обработки деталей с точностью до JT5-JT6, такая точность достигается:
трех осевой фрезеровкой на станках с числовым программным управлением;
плоско-профильным и координатным шлифованием;
- применением электрофизических и электрохимических способов
обработки;
- электроэрозионной, лазерной, ультразвуковой, электротермический методами обработки.
Применение на производстве современных способов упрочняющей обработки:
наклепывание поверхности шариками
дробеструйным наклепыванием.
Без проектирования и производства высокоточной технологической оснастки, инструмента и оборудования, средств электронно-вычислительной техники, станков с числовым программным управлением, систем автоматизированного производства, робототехники невозможно получить качественную и точную обработку геометрически сложных деталей. По той причине, что качество обработки заготовок на металлорежущих станках находится в прямой зависимости от точности и качества применяемого оборудования.
В сокращении сроков проектирования технологических процессов и повышении эффективности подготовки производства применяются различные автоматизированные системы на базе электронно-вычислительных машин. Такие как АРМ «технолог», различные CAD и CAM системы. В связи с тем, что автоматизация обеспечивает такие преимущества, как улучшение качества работы, повышения производительности работы конструкторов, сокращения длительности цикла проектирования, увеличение гибкости к изменению в конструкции изделия, повышение точности проектирования, автоматизации, автоматизация подготовки технологических документов.
Соблюдения вышеперечисленных факторов с использованием современных материалов в изготовлении изделий помогает повысить качество выпускаемой продукции и снизить себестоимость, что очень важно для сбыта выпускаемых товаров.
1. Общая часть 1.1. Описание конструкции детали
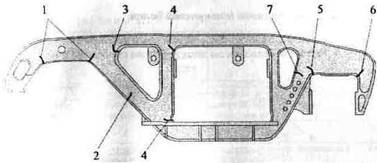
Шпангоут 38 является нормальным. Основное назначение нормальных шпангоутов состоит в восприятии местной аэродинамической нагрузки и обеспечение соответствующей опоры для стрингеров и обшивки.
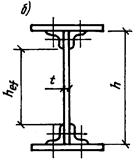
Деталь «Балка нижняя наружная» имеет теоретический контур заданный координатным способом. Деталь имеет габаритные размеры: длина – 868 мм, ширина – 229,5 мм, высота – 64 мм, в сечении - представляет балку в виде двутавра, что повышает жесткость конструкции детали. Деталь имеет двухстороннюю конструкцию с толщиной полотна от 2 до 9 мм. Также имеются ребра жесткости толщиной 2 мм. В полотне расположено два базовых отверстия. Точность обработки остальных поверхностей соответствует 14 квалитету точности.
Наличие теоретического контура ухудшает технологичность детали.
1.2. Материал детали и его свойстваТитан – элемент 4 группы периодической системы Д.И. Менделеева, относится к переходным элементам. Титановые сплавы разделяют на литейные и деформируемые. Они обладают преимуществами по сравнению с другими конструкционными материалами: высокой коррозийной стойкостью; немагнитностью; высокой удельной прочностью; низкой теплопроводностью; малым коэффициентом линейного расширения.
Титановые сплавы удовлетворительно обрабатываются резанием, их можно сваривать. Основная часть титана расходуется на приготовление сплавов повышенной прочности для нужд авиационной и ракетной техники и морского судостроения. Механические свойства титана в большой степени зависят от содержания примесей, особенно H, O, N, и C. Небольшое количество кислорода, азота и углерода повышает твердость и прочность, но при этом значительно уменьшается пластичность, снижается коррозийная стойкость, ухудшается свариваемость. Поэтому их содержание ~ 0.02-0.06%
Сплав средней прочности ВТ-20 ГОСТ 19807-91Сплав средней прочности ВТ20 применяется в сварных деталях и узлах, работающих при 450 °С (6000 часов) и 500 °С (3000часов), а так же в деталях, работающих кратковременно(до 5 мин) при температурах до 800 °С. При изготовлении крупногабаритных штамповок температура окончательной деформации составляет 850 °С, степень деформации за один нагрев 50-70%. Этот сплав удовлетворительно обрабатывается резаньем.
Таблица №1. Химические свойства
| Ti | Al | Zr | Mo | V | C | Fe | Si | O | N | H | Сумма прочих примесей |
| % | |||||||||||
| Основа | 5,6- -7,0 | 1,5- -2,5 | 0,5- -2,0 | 0,8- -2,5 | 0.10 | 0.30 | 0.15 | 0.15 | 0.05 | 0.015 | 0.30 |
Таблица № 2.
| Температура штамповки
| Вытяжка К раб | Отработка К раб | Выдавка К раб | Гибка на угол 90 |
| 20 700-900 | - 1.3-1.6 | 1.2-1.35 1.5-1.7 | - 6-10 | 4.0-7.0 2.0-3.5 |
Сплав может свариваться со всеми листовыми титановыми сплавами, dв сварного соединения » 0.9-0.95 dв основного материала s-1 определяли на листах при симметричном изгибе, на поковках при изгибе с кручением. База испытания 2*10 циклов.
При изготовлении крупногабаритных штамповок температура окончания деформации составляет 850 С, степень деформации за один нагрев 50-70%.
1.3. Анализ технологичности деталиКонструктивные формы деталей определяются их служебным назначением. Однако деталь, сконструированная без учета требований технологии ее изготовления, может оказаться неэкономичной. Поэтому при разработке конструктивных форм деталей необходимо учитывать требования технологии их наиболее экономичного изготовления. Под технологичностью конструкции понимают соответствие конструкции требованиям минимальной трудоемкости и материалоемкости.
Правила выбора показателей технологической конструкции изделия направлены на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт изделия при обеспечении его необходимого качества.
Наиболее важные показатели технологичности конструкции детали: трудоемкость ее изготовления, удельная материалоемкость, коэффициент использования материала, технологическая себестоимость. Трудоемкость и материалоемкость изготовления детали зависят не только от конструкции, но также и от выбранного технологического процесса, его оснащения и режимов обработки.
Конфигурация детали должна быть такой, чтобы для ее изготовления можно было использовать высокопроизводительные технологические методы и выбрать удобную базу для установки заготовки в процессе обработки. Заданные точность и шероховатость поверхностей заготовки или детали должны быть обоснованы ее служебным назначением, т. к. завышенные требования по точности и шероховатости вынуждают вводить дополнительные операции, удлиняют цикл обработки, увеличивают трудоемкость процесса обработки и повышают себестоимость детали. Стандартизация и унификация деталей и их элементов способствуют уменьшению трудоемкости процессов производства и снижению себестоимости деталей в связи с увеличением серийности выпуска и унификацией станочных наладок.
Коэффициент точности обработки
![]()
![]()
где, АСР - средний квалитет точности обработки
ni - число размеров чертежа соответствующих квалитетов точности
- 5 размера по 9 квалитету
- 98 размеров по 14 квалитету
Деталь технологична по точности обработки, т. к. К т. ч. > 0,5
Коэффициент шероховатости
![]()
где Бср. - средняя шероховатость поверхностей, определяемая в значениях параметра ![]() мкм.
мкм.
Похожие работы
... базирования и закрепления обрабатываемой детали. Проектируемое приспособление является специальным фрезерным приспособлением с гидравлическим приводом и предназначено для пяти координатной обработки детали “Балка нижняя внутренняя шпангоута 42” на станке DMU125P. Ложемент имеет 2 базовых отверстия, в которые запрессовываются базовые пальцы: цилиндрический Ф18Н9 и, для компенсации погрешности, ...
... балки; при этом необходимо строгать концы, примыкающие к верхнему поясу. Расстояние между ребрами жесткости и заводским вертикальным стыком стенки должно быть не менее 10*tw = 10*1 = 10 см [8]. Проверку общей устойчивости подкрановой балки не производим, т.к. её верхний пояс закреплен тормозной конструкцией по всей длине.12.Расчет поясных швов. Поясные швы выполняются автоматической сваркой в “ло

... . К балке применён радиационный метод контроля качества сварных швов. Также приведён расчет прочности и устойчивости подкрановой балки. К проекту прилагаются Приложение 1 (форма оформления сертификата) и Приложение 2 (Основные буквенные обозначения величин). Приложение 1 __________________________ (завод стальных конструкций) Сертификат №_____ на стальные конструкции Заказ № — Заказчик ...
... ОТКЛ. При этом погаснет индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА, а замыкатели магнитного потока отведутся от челюстей буксовых проемов боковых рам. Снять тележку с позиции намагничивания и установить на позицию разборки. Разобрать тележку на составные части. Провести контроль недоступных до разборки тележки зон контроля боковых рам и надрессорной балки на любой позиции ремонта в ...
0 комментариев