Навигация
Балка нижняя внутренняя шпангоута
31139
знаков
11
таблиц
2
изображения
МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ РФ
Федеральное агентство по образованию
КП.1201.03.18.01.ПЗ ИАТ
Балка нижняя внутренняя шпангоута 42
Технологический процесс механической обработки
Студент: Преподаватель:
Алексеенко А.А. Субботин Д.Ю.
Дата: Дата:
Подпись Подпись
2006
Содержание:
Введение
Раздел 1. Общая часть
1.1 Описание конструкции детали
1.2 Материал детали и его свойства
1.3 Анализ технологичности детали
1.4 Определение типа производства
Раздел 2. Технологическая часть
2.1 Выбор вида и метода получения заготовки
2.2 Расчет припусков и размеров заготовки
2.3 Анализ базового техпроцесса
2.4 Разработка маршрутного техпроцесса
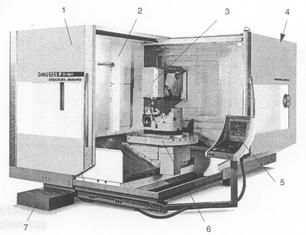
2.5 Выбор технологического оборудования
2.6 Выбор приспособлений и режущего инструмента
2.7 Применяемые методы и инструменты контроля
2.8 Расчет режимов резания
2.9 Нормирование операций
Раздел 3. Конструкторская часть
3.1 Конструкция приспособления
3.2 Расчет приспособления на усилие зажима
Список литературы
Введение.
Непрерывное совершенствование техники влечет за собой частую сменяемость и увеличение количества типов изделий, выпускаемых в условиях мелкосерийного и серийного производства. В связи с этим постоянно возрастает номенклатура обрабатываемых деталей.
В настоящее время большое количество деталей изготавливается на универсальном оборудовании, имеющем малую производительность, чем специальные и специализированные станки, вследствие больших затрат вспомогательного и машинного времени.
Применение универсального оборудования сдерживает рост производительности труда, а также отрицательно влияет на качество изготавливаемых изделий, которое в этом случае зависит от ряда субъективных причин: квалификации рабочего, его физиологического и морального состояния, утомляемости к концу смены и других факторов.
Одним из основных методов автоматизации мелкосерийного и серийного производства, находящим все большее распространение, является применение станков с ЧПУ.
Наибольший экономический эффект от внедрения станков с ЧПУ достигается при обработке сложных пространственных деталей в результате:
- ликвидации разметочных операций и межоперационного контроля;
- интенсификация режимов обработки, возможной благодаря обильному охлаждению и образованию стружки, исключению необходимости визуального слежения за разметкой;
- автоматизации приемов вспомогательных работ (подводов и отводов инструмента или детали, установки инструмента на размер), использование оптимальных траекторий движения инструмента;
- снижение трудоемкости слесарной доработки, обусловленной высокой точностью и частотой обработки криволинейных участков, контуров и поверхностей деталей;
- снижение трудоемкости сборки благодаря повышению точности и ликвидации подгоночных операций;
- сокращение затрат на проектирование и изготовление оснастки;
- снижение требований к квалификации рабочего-оператора;
- применение многостаночного обслуживания;
- сокращение сроков освоения изделий.
Раздел 1
Общая часть.
1.1. Описание конструкции детали.
Деталь шпангоут 42 является усиленным шпангоутом.
Усиленные шпангоуты предназначены главным образом для восприятия сосредоточенных сил и моментов и передачи их на обшивку. Отличительной особенностью усиленных шпангоутов является наличие обязательной непосредственной связи с обшивкой.
1.2. Материал детали и его свойства
Деталь “Балка нижняя внутренняя шпангоута 42” рационально изготавливать из титанового сплава средней прочности ВТ20 ГОСТ 190013-81, так как деталь из такого материала способна выдержать все оказываемые на нее усилия исходя из перечисленных свойств.
Основные преимущества титанового сплава – малая плотность, высокие механические свойства в интервале температур от –250![]() С до умеренно высоких 300-600
С до умеренно высоких 300-600 ![]() С и отличная коррозионная стойкость в большинстве агрессивных сред. Титановые сплавы в основном нехладоломки. Сплавы средней прочности подразделяются на сплавы с
С и отличная коррозионная стойкость в большинстве агрессивных сред. Титановые сплавы в основном нехладоломки. Сплавы средней прочности подразделяются на сплавы с ![]() - структурой, псевдо-
- структурой, псевдо-![]() - структурой и
- структурой и ![]() - структурой. К сплавам с
- структурой. К сплавам с ![]() - структурой относят сплавы титана с алюминием , а также сплавы дополнительно легированные оловом или цирконием. Они характеризуются средней прочностью, высокими механическими свойствами при повышенной температуре. Сплавы с псевдо-
- структурой относят сплавы титана с алюминием , а также сплавы дополнительно легированные оловом или цирконием. Они характеризуются средней прочностью, высокими механическими свойствами при повышенной температуре. Сплавы с псевдо-![]() - структурой имеют преимущественно
- структурой имеют преимущественно ![]() - структуру и небольшое количество
- структуру и небольшое количество ![]() - фазы вследствие дополнительного легирования
- фазы вследствие дополнительного легирования ![]() -стабилизаторами: Mn, V, Nb, Mo и др. Сохраняя достоинства
-стабилизаторами: Mn, V, Nb, Mo и др. Сохраняя достоинства ![]() - сплавов, они благодаря наличию
- сплавов, они благодаря наличию![]() - фазы, обладают высокой технологической пластичностью. На прочность сплавов благотворно влияет цирконий и кремний, позволяющие изделию работать при наиболее высоких температурах. Недостатком этих сплавов является склонность к водородной хрупкости, поэтому допустимое содержание водорода в псевдо-
- фазы, обладают высокой технологической пластичностью. На прочность сплавов благотворно влияет цирконий и кремний, позволяющие изделию работать при наиболее высоких температурах. Недостатком этих сплавов является склонность к водородной хрупкости, поэтому допустимое содержание водорода в псевдо-![]() - сплавах колеблется в пределах 0,005-0,02%. Сплавы с
- сплавах колеблется в пределах 0,005-0,02%. Сплавы с ![]() - структурой обладают хорошим сочетанием технологических и механических свойств. При комнатной и высоких температурах титановые сплавы успешно контактируют с лёгкими сплавами, коррозионностойкими и конструкционными сталями, превосходя их либо по удельной прочности, либо по коррозионной и эрозионной стойкости. Листовые титановые сплавы находят всё более широкое применение как материал для обшивки и силового набора самолётов, особенно сверхзвуковых.
- структурой обладают хорошим сочетанием технологических и механических свойств. При комнатной и высоких температурах титановые сплавы успешно контактируют с лёгкими сплавами, коррозионностойкими и конструкционными сталями, превосходя их либо по удельной прочности, либо по коррозионной и эрозионной стойкости. Листовые титановые сплавы находят всё более широкое применение как материал для обшивки и силового набора самолётов, особенно сверхзвуковых.
Титановые сплавы выгодно использовать для изготовления крупных штампованных деталей. Недостатком титановых сплавов являются низкие антифрикционные свойства и высокая химическая активность в некоторых условиях. При трении титан и его сплавы склонны к схватыванию и задиранию, что необходимо учитывать при изготовлении деталей, длительно работающих при больших удельных давлениях.
Для повышения износостойкости и уменьшения фрикционной коррозии деталей из титановых сплавов применяют гальванические покрытия, смазки, содержащие дисульфид молибдена, и покрытия твёрдыми веществами, наносимые плазменным или детонационным методом.
При определенных сочетаниях концентрации и давлении кислорода в реагенте, а также при наличии свежего излома возможно возгорание титана.
Кроме того, титановые сплавы склонны к коррозии под напряжением в некоторых средах, в частности в дымящей азотной кислоте. Продукты коррозии в этом случае пирофорны и воспламеняются при ударе. Поэтому применение титановых сплавов для работы в контакте с подобными реагентами, особенно при температурах и напряжениях, превышающих допустимые, не рекомендуется. В особых случаях возможно загорание титана на воздухе, например, при соприкосновении концов титановых лопаток с титановым корпусом компрессора. В связи с этим не рекомендуется применение инструмента с износостойкими покрытиями.
Максимально допустимая рабочая температура зависит от состава сплава и продолжительности работы изделия. Жаропрочные титановые сплавы могут работать при температурах до 500 ![]() С в течении 6000час, то есть при повышении температуры снижается время работы. Эти ограничения определяются термической стабильностью сплава окислению. Термическая стабильность сплава зависит от его химического состава. Чем меньше в сплаве нестабильных фаз, тем выше термическая стабильность.
С в течении 6000час, то есть при повышении температуры снижается время работы. Эти ограничения определяются термической стабильностью сплава окислению. Термическая стабильность сплава зависит от его химического состава. Чем меньше в сплаве нестабильных фаз, тем выше термическая стабильность.
Титан способен образовывать твёрдые растворы с кислородом, что и определяет особый характер его окисления. При повышенной температуре кислород медленно диффундирует в глубь титана, образуя твёрдый хрупкий альфанированный слой. При определённой температуре и выдержке может произойти сквозное охрупчивание детали, что особенно опасно для таких тонких и тяжело нагруженных деталей.
«Проникающее» окисление является основным препятствием, не позволяющим повысить рабочую температуру титановых сплавов; для его предотвращения необходимо применять защитные покрытия.
Титановые сплавы могут свариваться всеми видами сварки при условии соблюдения надлежащих мер защиты. Сварной шов обладает хорошим сочетанием прочности и пластичности. Прочность шва составляет 90% прочности основного металла. Титановые сплавы удовлетворительно обрабатываются резанием, налипает на инструмент, в результате чего тот быстро изнашивается. Для обработки титана требуются инструменты из быстрорежущей стали и твёрдых сплавов, малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение.
Сплав средней прочности ВТ-20 ГОСТ 190013 - 81
Сплав средней прочности ВТ20 применяется в сварных деталях и узлах работающих при 450![]() С (6000 час) и 500
С (6000 час) и 500![]() С (3000час), а так же в деталях, работающих кратковременно(до 5 мин.) при температурах до 800
С (3000час), а так же в деталях, работающих кратковременно(до 5 мин.) при температурах до 800![]() С, сплав обладает удовлетворительной пластичностью.
С, сплав обладает удовлетворительной пластичностью.
| Ti | Al | Zr | Mo | V | C | Fe | Si | O2 | N2 | H2 | Сумма прочих примесей |
| Основа | 5.5- -7.5 | 1.5- -2.5 | 0.5- -2.0 | 0.8- -1.5 | 0.10 | 0.30 | 0.15 | 0.15 | 0.05 | 0.015 | 0.30 |
Механические свойства
Таблица 2| Структура |
|
|
| KCV,
|
| МПа | ||||
| псевдо- | 950-1150 | 850-1000 | 8 | 0,4-0,5 |
Штампуемость
Таблица 3| Температура штамповки,
| Вытяжка К раб, % | Отработка К раб, % | Выдавка К раб, % | Гибка на угол 90 |
| 20 700-900 | - 1.3-1.6 | 1.2-1.35 1.5-1.7 | - 6-10 | 4.0-7.0 2.0-3.5 |
При изготовлении крупногабаритных штамповок температура окончания деформации составляет 850 С, степень деформации за один нагрев 50-70%.
Похожие работы
... Описание конструкции детали Шпангоут 38 является нормальным. Основное назначение нормальных шпангоутов состоит в восприятии местной аэродинамической нагрузки и обеспечение соответствующей опоры для стрингеров и обшивки. Деталь «Балка нижняя наружная» имеет теоретический контур заданный координатным способом. Деталь имеет габаритные размеры: длина – 868 мм, ширина – 229,5 мм, высота – 64 мм, в ...
... Мессии, Царя Царей, Вождя, который даст им замечательное царство на земле. Но они отвергли Мессию, посланного Богом, потому что он не соответствовал их ожиданиям и желаниям. Так и эта история с Ноевым ковчегом. "Учёные люди", подобно ведущим религиозным лидерам древнего Иерусалима, ожидают и хотят увидеть "великолепный" корабль, имеющий форму баржи, на вершине вулканической горы Арарат, они не ...
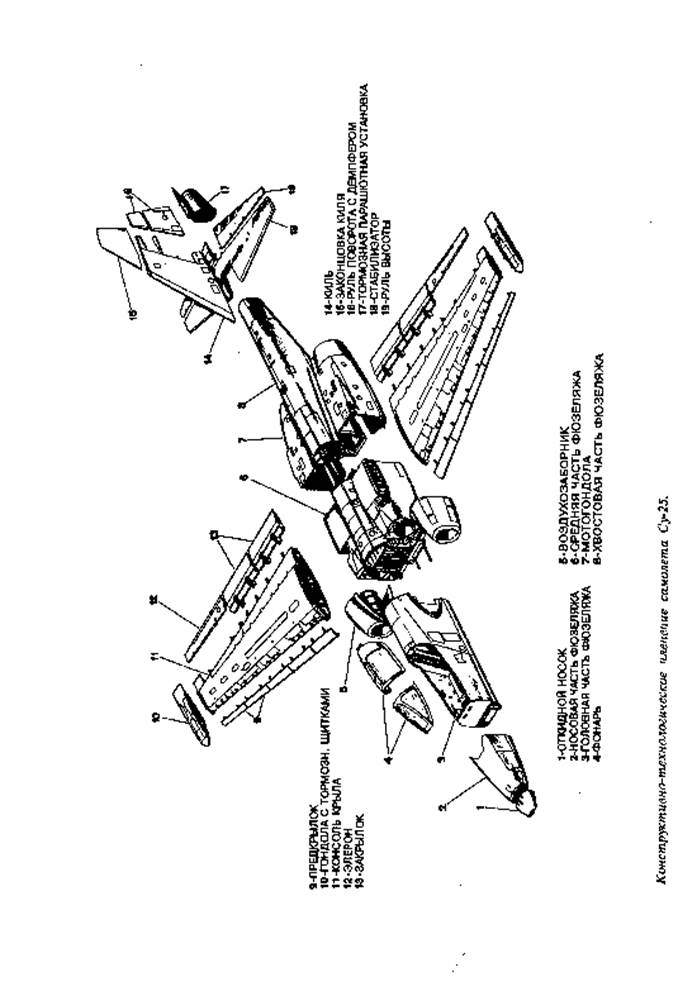
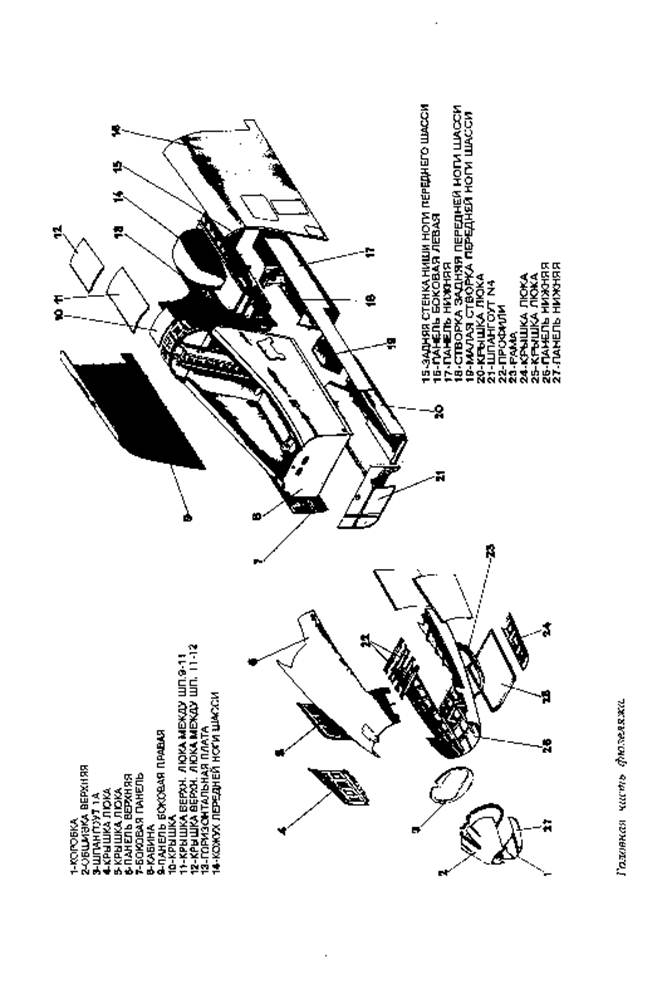
олета с большими повреждениями на аэродром. КОМПОНОВКА И КОНСТРУКЦИЯ ФЮЗЕЛЯЖА Фюзеляж самолета имеет эллипсовидное сечение, выполнен по схеме полумонокок. Конструкция фюзеляжа сборно-клепанная, с каркасом, состоящим из продольного силового набора - лонжеронов, балок, стрингеров и поперечного силового набора - шпангоутов. Технологически фюзеляж разделяется на следующие основные части: - ...
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
0 комментариев