Вибір і обґрунтування послідовності обробки поверхонь деталі
Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
Вибір параметрів різальної частини інструментів
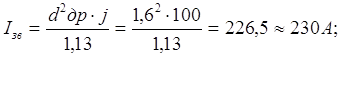
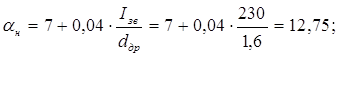
Розрахунок конструктивних параметрів різального інструмента
Призначаємо розміри додаткових ріжучих кромок і розраховуємо загальну ширину різця
Навигация
Вибір і проектування інструментальної оснастки
Вибір і проектування інструментальної оснастки
21444
знака
7
таблиц
1
изображение
Міністерство освіти і науки України
Криворізький технічний університет
Кафедра технології машинобудування
КУРСОВИЙ ПРОЕКТ
з курсу «Різальний інструмент»
на тему
«Вибір і проектування інструментальної оснастки»
Виконала:
ст. гр. ТМ05 Думіна С.В.
Перевірив: Нечаєв В.П.
Кривий Ріг
2008
Зміст
Вступ
1. Вибір стандартних та різальних інструментів для заданої деталі
1.1 Аналіз технологічності конструкції заданої деталі
1.2 Вибір і обґрунтування послідовності обробки поверхонь деталі
1.3 Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
1.4 Вибір параметрів різальної частини інструментів
1.5 Вибір параметрів різальної частини інструментів
1.6 Вибір типорозміру різальних інструментів
2. Проектування спеціального інструмента
3. Розробка інструментального налагодження
3.1 Вибір допоміжних інструментів
Додаток
Література
Вступ
Металорізальний інструмент є одним із найважливіших засобів виробництва. Він використовується при обробці різанням всіляких деталей на металоріжучих верстатах. При цьому зрізається частина матеріалу заготовки в вигляді стружки до отримання необхідної поверхні деталі.
В наш час в машинобудуванні використовується велика кількість різноманітних ріжучих інструментів. Наприклад, широко застосовуються токарні різці, які мають одну ріжучу частину і такі складні інструменти, як протяжки які мають декілька десятків ріжучих зубів.
Металорізальний інструмент є одним із найважливішим елементів техніки різних галузей машинобудівної промисловості. Протягом всієї історії техніки вдосконалення ріжучого інструменту виявили великий вплив на конструкцію металоріжучих верстатів і технологію машинобудування.
Наприклад, застосування швидкоріжучої сталі замість вуглецевої інструментальної викликало різке підвищення режимів обробки і, відповідно продуктивності праці.
Ріжучий інструмент не тільки виявляє вплив на конструкцію верстатів, технологію виготовлення виробів, але й в певній мірі впливає на конструктивні форми деталей машин. Так, поява й широке розповсюдження в машинобудуванні шліцьових з’єднань стали можливими завдяки застосуванню методу протягування. Наприклад, шліцевою протяжкою можна забезпечити високопродуктивну обробку шліцьового отвору з необхідною точністю. Але, з іншого боку, наприклад, розвиток важкого верстатобудування потребував створення конструкції крупногабаритних інструментів. Розробка й використання в машинобудуванні автоматичних ліній також потребувала проектування інструментів з високою розмірною стійкістю, спроможних обробляти деталі в межах заданих допусків протягом певного часу. В результаті були розроблені інструменти з відновлюючою в процесі різання ріжучою кромкою, інструменти з автоматичною наладкою, пристрої для автоматичної заміни зношеного інструменту в процесі роботи лінії.
На перший погляд може здаватися, що роль ріжучих інструментів в промисловості невелика. Проте, якщо врахувати,що на машинобудівних заводах щоденно мільйони ріжучих кромок обробляють десятки мільйонів всіляких деталей, то стане зрозумілим значення ріжучого інструменту.
Успішний розвиток будь якого машинобудівного виробництва в значній мірі залежить від того, наскільки воно забезпечене необхідною кількістю інструменту.
1. Вибір стандартних та різальних інструментів для заданої деталі
1.1 Аналіз технологічності конструкції заданої деталі
Деталь „Клапан” є одним із елементів дроселю. Вона призначена для рулювання кількості повітря, яке проходить по воздухопроводам
Технологічний контроль креслення деталі та аналіз деталі на технологічність.
Креслення деталі „Клапан” виконано на форматі А3 за ГОСТ 2.104-68. Графи основного напису заповнені вірно і мають всі необхідні підписи. Креслення деталі представлено головним видом у розрізі, який дає повне уявлення про конструкцію деталі та конфігурацію її складових елементів. На креслені проставлені всі необхідні розміри, квалітети точності та шорсткості, які відповідають один одному (відповідають державним стандартам). На креслені вказані такі технологічні вимоги: не вказані граничні відхилення розмірів, форми і розміщення поверхней – за ОСТ 100022-80. Матеріал деталі Сталь 18Х2Н4МА ГОСТ 4543-71.
Аналіз деталі виконуємо, виходячи з умов середньосерійного типу виробництва. Враховуючи технологічні вимоги до точності обробки і навантаження, що сприймається в процесі роботи, матеріал деталі вибраний раціонально і проводити його заміну не має потреби. Простота конструкції елементів деталі дозволяє застосовувати високопродуктивні методи обробки.
У деталі відсутні важкодоступні для обробки місця. Вказані граничні відхилення розмирів і параметрів шорсткості відповідають одне одному.
Кресленням передбачено виготовлення клапану з конструкційної машинобудівної легованої високоякісної хромонікельмолібденової сталі 18Х2Н4МА ГОСТ 4543-71.
Таблиця 1.1. - Хімічний склад сталі 18Х2Н4МА (ГОСТ 4543-71), %
| С | Mn | Si | P | S | Ni | Cu | Cr |
| 0,14-0,2 | 0,25-0,55 | 0,17-0,37 | 0,025 | 0-0,025 | 4-4,4 | 0,3 | 1,35-1,65 |
Таблиця 1.2. - Механічні властивості сталі 18Х2Н4МА
|
|
|
|
| Твердість НВ |
| МПа | % | |||
| не менш | 269 | |||
| 835 | 610 | 18 | 40 | |
Можлива заміна сталі 18Х2Н4МА ГОСТ 4543-71 на сталь 20Х2Н4А того ж самого ГОСТу.
Похожие работы
... бюджету і на їхній основі повинні робитися відповідні організаційні висновки. РОЗДІЛ 2 АНАЛІЗ ДІЯЛЬНОСТІ ЦЕХА ОСНАСТКИ ДОПОМІЖНОГО ВИРОБНИЦТВА ПІДПРИЄМСТВА ПО ВИРОБНИЦТВУ МЕБЛІВ ЗАО “НОВИЙ СТИЛЬУКРАЇНА” 2.1 Характеристика діяльності та продукції підприємства ЗАО “Новий стиль Україна” Підприємство ЗАТ “Nowy Styl Ukraine”(“Новий СтильУкраїна”) – це спеціалізоване підприємство по ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
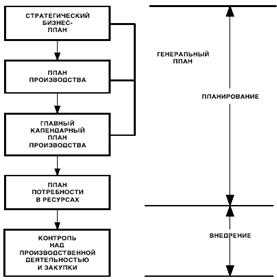
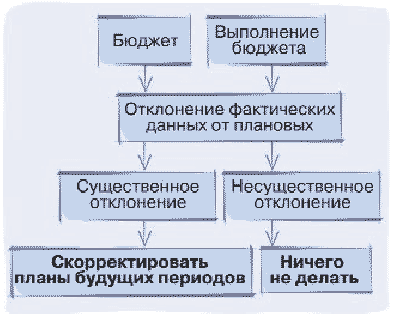
... періодах. Функціонування цього механізму забезпечують мотиви конкуренції і кооперації при створенні нової продукції і технології, підприємницькі стратегії, мотиви підприємницького ризику, мотиви підприємницьких реакцій на зміну зовнішнього оточення, мотиви внутрішньофірмового підприємництва, які забезпечують гнучкість управління і сприйняття нововведень. Внутрішній економічний механізм може мати ...
0 комментариев