Вибір і обґрунтування послідовності обробки поверхонь деталі
Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
Вибір параметрів різальної частини інструментів
Розрахунок конструктивних параметрів різального інструмента
Призначаємо розміри додаткових ріжучих кромок і розраховуємо загальну ширину різця
Навигация
Розрахунок конструктивних параметрів різального інструмента
Вибір і проектування інструментальної оснастки
21444
знака
7
таблиц
1
изображение
1.5 Розрахунок конструктивних параметрів різального інструмента
Для розрахунку сили різання інструменту обираю токарний прохідний відігнутий різець з пластиною з твердого сплаву.
Сила різання розраховується по формулі:
Pz=10CptxSyKp
Cp=300; t=25мм; x=1, 0; y=0, 75; n=-0, 15;
Kp= KmpKφpKλp=1·1·1=1
Pz=10·300·41·0,60,75·1=2045 H (204, 5 кгс)
Ширина прямокутного перерізу різця b=20 мм, ширина h=25 мм
Перевіряємо твердість і міцність державки різця
а) максимальне навантаження, що допускається міцністю різця
![]() кгс або 8830 Н
кгс або 8830 Н
б) максимальне навантаження, що допускає твердість різця
![]() кгс або 12490 Н
кгс або 12490 Н
Різець володіє достатніми твердістю і міцністю, так як
Pz дод ![]() Pz
Pz ![]() Pz жорст
Pz жорст
8330![]() 2045
2045![]() 12499
12499
1.6 Вибір типорозміру різальних інструментів
З урахуванням виду обробки, типу інструмента, параметрів різальної частини, і габаритів, визначених за умовою міцності, призначаються типорозміри стандартних металорізальних інструментів. Дані заносимо у таблицю 1.6
Таблиця 1.6. – Вибір типорозміру інструментів
| № повер. | Тип інструмента | Матеріал різальної частини інструмента | Основні розміри інструменту, мм | Шифр інструмента ГОСТ |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| 2,11,12, 13,14,15, 20,21 | Фасонний | Р18 | Н=100, B=45, L=56,07, r=1 | |
| 3 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 | |
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 | |
| Шліфувальний круг ПП | 24А | D=450, H=63 | ГОСТ 2424-83 | |
| Шліфувальний круг ПП | 24А | D=450, H=63 | ГОСТ 2424-83 | |
| 4 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 5 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| 6 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 7 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів ГОСТ18883-73 | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 8 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ1 8883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 9 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 10 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 | |
| 16 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 17 | Свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком | Р18 | D=10, L=110, l=60 | ГОСТ 4010-77 |
| 18 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| 19 | Токарний канавочний різець з кутом 60° | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 |
2 Проектування спеціального інструмента
Для зовнішнього обточування фасонної заготовки проектуємо спеціальний інструмент – фасонний різець.
2.1 Виконаємо креслення оброблюваної деталі
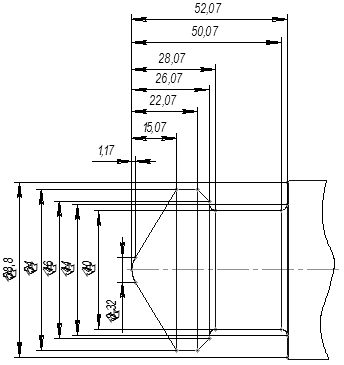
Рисунок 1 – Ескіз деталі
2.2 Призначаємо матеріал різця в залежності від матеріалу деталі
Призначаємо матеріал інструмента: матеріал корпуса різця – сталь 40Х ГОСТ 4543-71,матеріал різальної частини – швидкоріжуча сталь Р18 ГОСТ19265-73.
2.3 Призначаємо з урахуванням матеріалу різця і деталі передній кут різця в точці, яка буде обробляти найменший діаметр виробу
Передній кут призначаємо в залежності від фізико-механічних властивостей різця. За таблицею 47 ([1], стр. 136) рекомендується передній кут для обробки сталі назначати в межах 12 – 20°. Приймаємо передній кут g = 20°.
2.4 Призначаємо задній кут для тієї ж точки
Задній кут леза задають в площині, яка перпендикулярна до осі виготовляємої фасонної деталі в межах 8 – 15°.Приймаємо задній кут![]()
![]() .
.
Похожие работы
... бюджету і на їхній основі повинні робитися відповідні організаційні висновки. РОЗДІЛ 2 АНАЛІЗ ДІЯЛЬНОСТІ ЦЕХА ОСНАСТКИ ДОПОМІЖНОГО ВИРОБНИЦТВА ПІДПРИЄМСТВА ПО ВИРОБНИЦТВУ МЕБЛІВ ЗАО “НОВИЙ СТИЛЬУКРАЇНА” 2.1 Характеристика діяльності та продукції підприємства ЗАО “Новий стиль Україна” Підприємство ЗАТ “Nowy Styl Ukraine”(“Новий СтильУкраїна”) – це спеціалізоване підприємство по ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... періодах. Функціонування цього механізму забезпечують мотиви конкуренції і кооперації при створенні нової продукції і технології, підприємницькі стратегії, мотиви підприємницького ризику, мотиви підприємницьких реакцій на зміну зовнішнього оточення, мотиви внутрішньофірмового підприємництва, які забезпечують гнучкість управління і сприйняття нововведень. Внутрішній економічний механізм може мати ...
0 комментариев