Вибір і обґрунтування послідовності обробки поверхонь деталі
Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
Вибір параметрів різальної частини інструментів
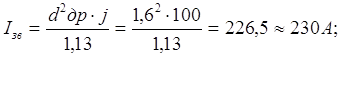
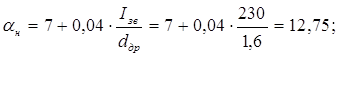
Розрахунок конструктивних параметрів різального інструмента
Призначаємо розміри додаткових ріжучих кромок і розраховуємо загальну ширину різця
Навигация
Вибір і обґрунтування послідовності обробки поверхонь деталі
Вибір і проектування інструментальної оснастки
21444
знака
7
таблиц
1
изображение
1.2 Вибір і обґрунтування послідовності обробки поверхонь деталі
Керуючись кінцевими вимогами до точності і якості поверхонь деталі обираємо послідовно застосовувані технологічні методи обробки, сукупність яких забезпечить задану на робочому кресленні якість поверхні. Обрану послідовність заносимо до таблиці 1.3.
Таблиця 1.3 – Вибір і обґрунтування послідовності обробки
| №пов-ні | Розмір,мм | Шорсткість,Ra | Допуск, ІТ | Послідовність технологічних методів обробки | Примітка |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1,13 | 122 | 6,3/6,3 | h12 | Підрізати торець | |
| 2,11 | 26 | 6,3/6,3 | h12 | Точити канавку | |
| 3 | Ø 60 | 0,8 | f7 | Точити начорно, точити напівчисто, точити начисто, шліфувати начорно, шліфувати начисто | |
| 4 | Ø 52 | 6,3 | h12 | Свердлити, розточити начорно, розточити начисто | |
| 5 | 0,5 | 6,3 | h12 | Точити фаску | |
| 6 | Ø 51 | 6,3 | h12 | Свердлити, розточити начорно, розточити начисто | |
| 7 | 60 | 6,3 | h12 | Підрізати торець | |
| 8 | Ø 35 | 6,3 | h12 | Свердлити, розточити начорно, розточити начисто | |
| 9 | 65 | 6,3 | h12 | Підрізати торець | |
| 10 | Ø 28 | 6,3 | h12 | Свердлити, розсвердлити | |
| 12 | Ø 54 | 3,2 | h12 | Точити начорно, точити напівчисто, точити начисто | |
| 14 | R8 | 6,3 | h12 | Точити начорно, точити начисто | |
| 15 | 4 | 6,3 | h12 | Точити фаску | |
| 16 | 1 | 6,3 | h12 | Точити фаску | |
| 17 | Ø10 | 6,3 | h12 | Свердлити | |
| 18 | 0,6 | 6,3 | h12 | Точити фаску | |
| 19 | 0,6 | 6,3 | h12 | Точити канавки | |
| 20 | 0,6 | 6,3 | h12 | Точити фаску | |
| 21 | Конічна поверхня кут 30° | 3,2 | h12 | Точити начорно, точити напівчисто, точити начисто |
Похожие работы
... бюджету і на їхній основі повинні робитися відповідні організаційні висновки. РОЗДІЛ 2 АНАЛІЗ ДІЯЛЬНОСТІ ЦЕХА ОСНАСТКИ ДОПОМІЖНОГО ВИРОБНИЦТВА ПІДПРИЄМСТВА ПО ВИРОБНИЦТВУ МЕБЛІВ ЗАО “НОВИЙ СТИЛЬУКРАЇНА” 2.1 Характеристика діяльності та продукції підприємства ЗАО “Новий стиль Україна” Підприємство ЗАТ “Nowy Styl Ukraine”(“Новий СтильУкраїна”) – це спеціалізоване підприємство по ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
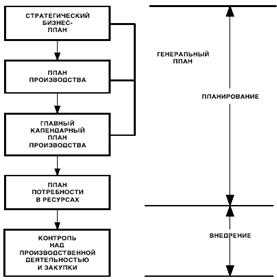
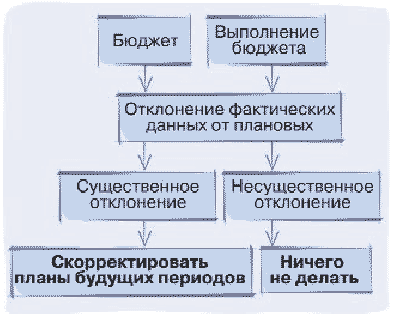
... періодах. Функціонування цього механізму забезпечують мотиви конкуренції і кооперації при створенні нової продукції і технології, підприємницькі стратегії, мотиви підприємницького ризику, мотиви підприємницьких реакцій на зміну зовнішнього оточення, мотиви внутрішньофірмового підприємництва, які забезпечують гнучкість управління і сприйняття нововведень. Внутрішній економічний механізм може мати ...
0 комментариев