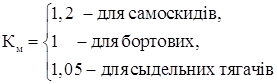
По коефіцієнту точності, який розраховується за формулою
Технологічна частина
Вибір загальних припусків. Визначення розмірів заготовки з допусками та підтвердження на ЕОМ
Варіант: Заготівка штамповка
Вибір обладнання з коротким описом технічних характеристик
Вибір типу і основних параметрів виробничої будівлі, транспортно-складської системи, системи забезпечення інструментом
Навигация
Варіант: Заготівка штамповка
Виготовлення деталі шестерня в машинобудуванні
68902
знака
38
таблиц
1
изображение
2 Варіант: Заготівка штамповка
При штампуванні на КГШП об’єм заготівки розраховується за формулою
V=V1+V2+V3+V4+V5+V6
де V1- об`єм першої сходинки валу
V2- об`єм другої сходинки валу
V3 -об`єм третьої сходинки валу
V4 - об`єм четвертої сходинки валу
V5 -об`єм п’ятої сходинки валу
V6 - об`єм шостої сходинки валу
V1=A1×lзаг=![]() ×1заг1=
×1заг1=![]() (32)
(32)
V2=![]()
V3=![]()
V4=![]()
V5=![]()
V6=![]()
V=59,94+47,57+207,75+35,23+31,88+17,34=400![]()
Мзаг2=400![]() 7,8=3,12кг
7,8=3,12кг
Коефіцієнт використання матеріалу буде дорівнювати
Квм =2,5/3,12=0,8
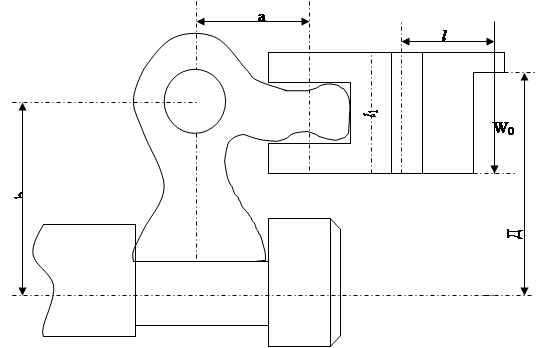
Порівнюючи коефіцієнт використання матеріалупри обробці заготівки з прокату та заготівок штамповок ми бачимо що коефіцієнт використання матеріалу при обробці штомповок значно вище ніж при обробці штамповок значно вище ніж при обробціпрокату,це пояснюється тим,що заготовка штамповка максимально можливо схожа на деталь (рис.1) а заготівка прокат ні (рис.2)
План обробки поверхонь деталі з визначеннм ступеня точності, класів шорсткості операційних припусків та розмірів з допусками
Таблиця 11
| План обробки поверхонь | Квалітет | Шорсткість Ra | Припуск мм | Міжопераційний розмір |
| Ø25h9 Шліфування одноразове Точіння кінцеве Точіння попереднє Штамповка | h9 h11 h12 | 2,5 6,3 20 | 0,1 0,25 3,65 4 | 0 Ø25-52 0 Ø25,1-130 0 Ø25,35-210 +0,9 Ø29-0,5 |
| Ø30h11 Точіння кінцева Точіння попереднє Штамповка | h11 h12 | 6,3 20 | 0,3 3,7 4 | 0 Ø30-160 0 Ø30,3-250 +0,9 Ø34-0,5 |
| Ø30k6 Шліфування кінцева Шліфування попереднє Точіння кінцеве Точіння попереднє Штамповка | k6 h8 h11 h12 | 1,25 2,5 6,3 20 | 0,06 0,1 0,3 3,54 4 | +18 Ø30+2 Ø30,06-39 Ø30,16-160 Ø30,46-210 Ø34-0,5 |
| Ø36h14 Точіння попереднє Штамповка | h14 | 20 | 3 3 | 0 Ø36-620 Ø39-0,5 |
| M20-8q Нарізання різьби Точіння кінцеве Точіння попереднє Штамповка | h11 h12 | 3,2 6,3 20 | 0,3 3,7 4 | M20-8q Ø19,92 Ø20,22 Ø24-0,5 |
Похожие работы
... такі витрати: 1) Витрати, які пов’язані з експлуатацією технологічного обладнання. витрати на поточний ремонт обладнання. 2) Амортизаційні відрахування на обладнання яке задіяне у технологічному процесі. 3) Витрати, пов’язані із зносом малоцінних та швидкозношуваних інструментів, які використовуються при експлуатації і ремонті обладнання технологічного процесу. 4) Витрати пов’язані з управлі ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... -економічний розділ Метою розділу є визначення собівартості виготовлення штоку бурового насосу. 1. Вихідні дані: – Назва роботи – виготовлення штоку бурового насосу УНБ – 600. – Визначення трудових витрат на річну програму даної деталі. – Змінність роботи цеху – п.1. – Коефіцієнт завантаження обладнання – 0,9. – Планова кількість днів, необхідних для ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев