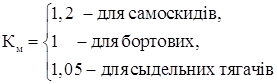
По коефіцієнту точності, який розраховується за формулою
Технологічна частина
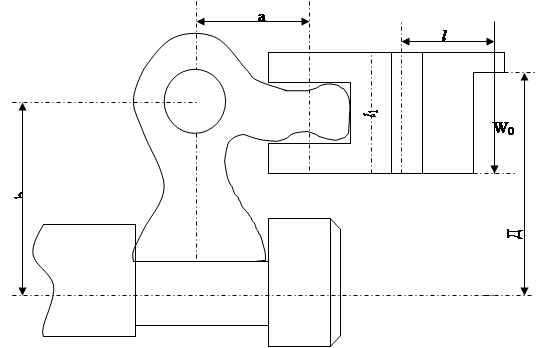
Вибір загальних припусків. Визначення розмірів заготовки з допусками та підтвердження на ЕОМ
Варіант: Заготівка штамповка
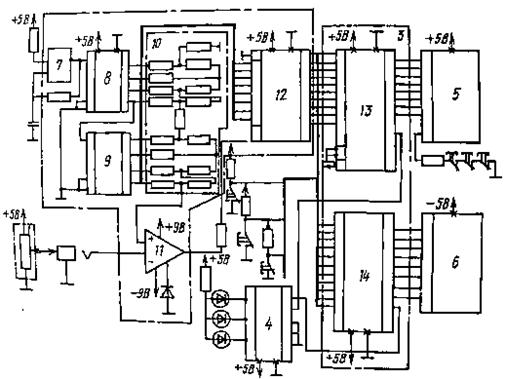
Вибір обладнання з коротким описом технічних характеристик
Вибір типу і основних параметрів виробничої будівлі, транспортно-складської системи, системи забезпечення інструментом
Навигация
Вибір типу і основних параметрів виробничої будівлі, транспортно-складської системи, системи забезпечення інструментом
Виготовлення деталі шестерня в машинобудуванні
68902
знака
38
таблиц
1
изображение
4.3 Вибір типу і основних параметрів виробничої будівлі, транспортно-складської системи, системи забезпечення інструментом
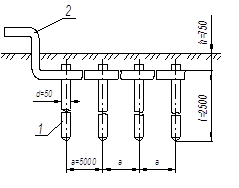
Для транспортування деталей на дільниці приймаємо електричну кран-балку управлінням з полу вантажопідйомність Q = 3.2 т.
Потрібну кількість кранів визначаємо за формулою
zкр = (Nпр m ( 2l/V + tn + tp ))/60 Фд Р
де m – кількість транспортних операцій га одну деталь
l – середня довжина пробігу кран балки між двома визовими
V – середня швидкість пересування кран-балки
tn = tp – час завантаження і розвантаження
D – кількість виробів що одночасно захоплюються кран-балкою ( рівне передаточній партії
Nпр = 183406 шт
m = 7
2l = L =3.5 м
tр = tn = 2 хв
Фд = 4055
Р = 130/5 = 26
Zкр =( 183406 7 ( 35/30 + 2 + 2 ))/60 4055 26 = 1.05 шт
Приймаємо Zкр = 1 шт
Розрахунок потрійної кількості кран-балки зводимо в таблицю
Таблиця 29
| Найменування транспортних засобів | Прийнята кількість | Встановлена потужність двигунів | Балансоа вартість грн |
| Кран-балка управляєма з понадвантажепідйомністю Q = 5m | 1 | 5 | 3800 |
4.4 Розробка плану розташування дільниці
При раціональній організації робоче місце в умовах серійного виробництва повинно бути оснащене відповідно до вимог виробничого процесу й умов виконання роботи з дотриманням правил санітарної гігієни і технічної безпеки.
Основними чинниками, що впливають на організацію робочого місця, є ступінь деталізації технологічного процесу й організація виробництва. Вони визначають операції на робочому місці, система забезпечення завданням, технічної й іншої робочої документації, систему забезпечення робочого місця матеріалами і заготовками, порядок передачі готових деталей після даної операції на інші робочі місця, систему сигналізації і зв’язку.
Розташування устаткування на робочому місці, інвентарно, виробничих меблів, тари, стелажів для заготовок і готової продукції рахується з таким розрахунком, щоб не створювалось щільних умов роботи, зайвих витрат часу перебування деталі на одному місці.
Освітлення робочого місця повинно бути достатнім і правильним.
Необхідна освітленість визначається в залежності від характеру і точності роботи, розмірів об’єкта розрізнення, контрасту аналізованого об’єкта з фолом і чинними санітарними нормами. При природному і штучному освітленні, рекомендується так розміщувати робочі місця щоб світло падало зліва або попереду. При наявності місцевого освітлення світло не повинно сліпити очі, тінь не повинна падати на оброблювану деталь.
Зовнішнє оформлення робочих місць і виробничих помешкань повинно відповідати вимогам технічної естетики.
Кількість інструмента і пристосування на робочому місці повинно бути мінімально-необхідним, що забезпечує безперебійну роботу протягом зміни з найменшими витратами часу на одержання й заміну їх.
У набір інструмента, що постійно зберігається на робочому місці повинний включатись тільки нормалізований інструмент зберігається тільки під час користування ним. При визначенні набору інструменту, призначеного для постійного збереженя, варто встановлювати не тільки мінімально-необхідну його кількість, але й максимально допустиму.
Інструменти і пристосування повинні розташовуватись на робочому місці у визначеному порядку, щоб швидко, без додаткових витрат часу знайти, взяти, встановити і потім укласти після закінчення робіт.
Кількість оброблюваних деталей на робочому місці визначається системою організації виробництва і повинно забезпечувати буз зупинну роботу протягом зміни. Не припускається захаращення робочого місця наднормативними запасами деталей, заготовок. Всі оброблювані деталі, заготовки повинні зберегтись на робочому місці в тарі.
Система забезпечення стабільності рівня якості продукції передбачають проведення комплексу заходів щодо таких напрямків:
- вихідний контроль за якістю сировини, металів;
- операційний контроль якості виготовлення продукції і відповідності її вимогам технічної документації, дотримання технологічної дисципліни в цеху;
- регулярне проведення заводської атестації якості продукції;
- перевірка устаткування і оснастки на технологічну точність;
- дотримання єдності мір і підтримка вимірювальних приладів і технічних засобів у справному стані;
- застосування бездефектного виготовлення продукції, що сприяє підвищенню особистої відповідальності кожного робітника за випуск продукції високої якості.
На дільниці працює один контролер на дві зміни, що безпосередньо здійснює перевірку, прийняття деталей, заготовок виготовлених на дільниці. Після прийняття перевіреної продукції, контролер має своє робоче місце, обладнане необхідними контрольно-вимірювальними інструментами, що відповідають вимогам НОТ.
На дільниці спеціальний контроль здійснюється на робочому місці контролера, куди заготовки готові деталі спрямовується після операції.
Поточний контроль за якістю виконання робіт, робить на робочому місці майстер.
Для підвищення якості продукції, а також із виховною ціллю організовані вітрини браку, де вказують прізвища робітників, що пропустили брак причини і втрати від браку.
Організовані також змагання між робітниками за високу якість продукції. Для перевірки якості продукції використовуємо такі мірильні засоби:
- калібри різьбові
- шаблони
- шнтангенциркулі
Похожие работы
... такі витрати: 1) Витрати, які пов’язані з експлуатацією технологічного обладнання. витрати на поточний ремонт обладнання. 2) Амортизаційні відрахування на обладнання яке задіяне у технологічному процесі. 3) Витрати, пов’язані із зносом малоцінних та швидкозношуваних інструментів, які використовуються при експлуатації і ремонті обладнання технологічного процесу. 4) Витрати пов’язані з управлі ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... -економічний розділ Метою розділу є визначення собівартості виготовлення штоку бурового насосу. 1. Вихідні дані: – Назва роботи – виготовлення штоку бурового насосу УНБ – 600. – Визначення трудових витрат на річну програму даної деталі. – Змінність роботи цеху – п.1. – Коефіцієнт завантаження обладнання – 0,9. – Планова кількість днів, необхідних для ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев