Навигация
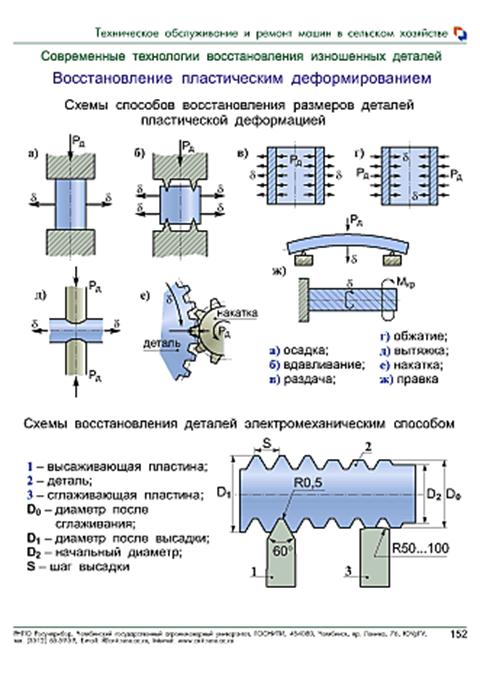
Схемы способов восстановления деталей пластической деформацией
31828
знаков
0
таблиц
7
изображений
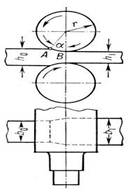
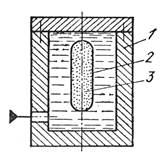
3. Схемы способов восстановления деталей пластической деформацией
4. Особенности ремонта пластической деформацией
При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура обработки не должна вызывать выжигание металла. Слишком низкая температура обработки у мягких металлов может вызвать наклеп, а у твердых – появление трещин.
Так как при ремонте обрабатывают не заготовку, а изношенную деталь, то важны скорость нагрева детали и температура обработки, чтобы избежать выгорания углерода с поверхности детали и образования толстого слоя окалины. Детали желательно нагревать в нейтральной среде (например, в ящике с цементирующим составом).
После пластической деформации детали обрабатывают термически в соответствии с техническими условиями. При холодной обработке всегда в большей или меньшей степени возникает наклеп.
Восстановление деталей давлением является относительно простым способом, но предопределяет наличие приспособлений. При этом металл перемещается на изношенные поверхности. Это предполагает наличие запаса металла. Но детали автомобиля изготовляются с наименьшей возможной массой, и поэтому этот метод не всегда применим.
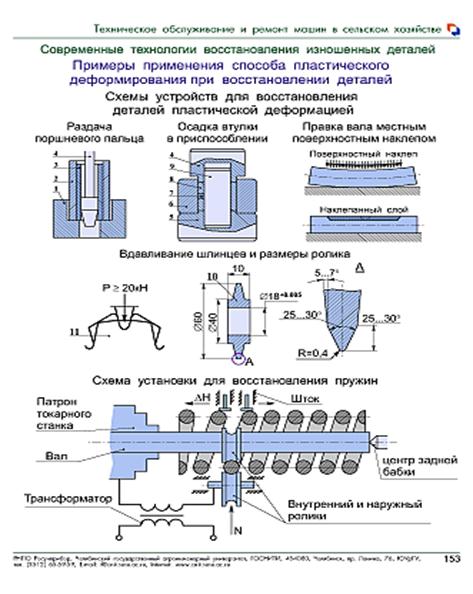
Изношенные шлицы вала расширяют накаткой роликом. Изношенные конусные отверстия рулевых рычагов можно осадить в приспособлении. Особым штампом вытягивают изношенные шестерни. Втулки из цветных металлов с изношенной внутренней или наружной поверхностью обжимают в холодном состоянии. Отверстия сепараторов конических роликовых подшипников изнашиваются и вытягиваются. Осадить их просто приспособлением Подшипник без наружной обоймы устанавливают внутренней обоймой на палец. Вместо наружной обоймы ставят пуансон, на внутренней поверхности которого имеется столько конических углублений, сколько роликов в подшипнике. К грибку прилагают силу ручного пресса.
Рифлением восстанавливают изношенные шейки под подшипники качения. Размер шейки можно увеличить на 0,4 мм, но площадь соприкосновения при этом значительно уменьшается и долговечность соединения будет малой.
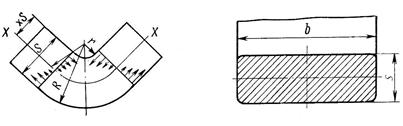
Усталостная прочность деталей, работающих при знакопеременных нагрузках, может при работе или ремонте снизиться. Ее можно увеличить упрочнением (наклепом) поверхности деталей. Роликом, изготовленным из инструментальной стали и закаленным до HRC 62…65, накатывают поверхность, вызывая тем сжимающие напряжения, что повышает усталостную прочность детали. Простейшее приспособление с одним роликом изображено на 109. Накаткой можно несколько повысить и жесткость спиральных пружин. Пружину устанавливают на закаленную оправку, последний виток фиксируется штифтом. На ролике накатки имеется канавка, диаметр которой равняется диаметру проволоки пружины. Накатку закрепляют в резцедержателе токарного станка, а оправку с пружиной – в патроне станка. Устанавливают наименьшие обороты шпинделя станка. Подача суппорта ручная, равная шагу пружины. Накатку прижимают к витку пружины силой до 1000 Н (100 кгс). Жесткость пружины несколько восстановится при многократном накатывании роликом взад-вперед. Накатывают и внутренние поверхности, но приспособления для этого посложнее. Если найдется подходящий шарик, то его можно протолкнуть через отверстие.
Работая на прессах, следят за показаниями манометра, стараясь не превысить допустимого давления. Приспособления для прессовки должны быть надежно закреплены. Когда пуансон дойдет до конечного положения, пресс сразу же выключают. При горячей обработке лицо и тело должны быть защищены от брызг и осколков металла.
Износ, долговечность и надежность соединений в большой степени зависят от шероховатости соприкасающихся поверхностей. В шероховатостях поверхности накапливается масло как в карманах. Поэтому на гладких поверхностях масло удерживается хуже, что увеличивает износ. Шероховатые поверхности имеют малую поверхность соприкосновения, поэтому особенно в период приработки происходит усиленный износ. Из-за этого надо обрабатывать поверхности до оптимальной шероховатости. При этом важно, чтобы шероховатости были определенной формы и размерности.
Качественная поверхность возникает при вибронакатывании. От шарика или алмазного наконечника, движущегося по винтовой или колеблющейся траектории, возникают определенной формы и микрометрической глубины желобки, которые удерживают масло. В них собирается пыль, продукты износа и т. п. и уменьшается абразивный износ. В то же время микрорельеф поверхности становится более плавным. Вибронакатывание является окончательной обработкой поверхности после точения, шлифования или хонингования. Получается такая поверхность, как у деталей после приработки. Это позволяет вообще отказаться от приработки или существенно ее сократить. Вибронакатывание производят на обычных токарных станках, оборудованных виброголовками.
Похожие работы
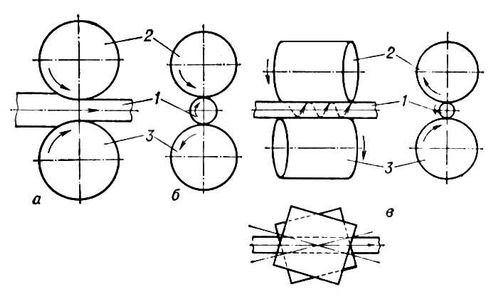
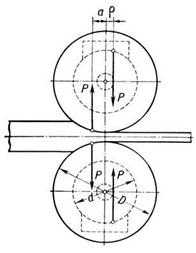
... направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а). Рис. 1 Схема продольной (а), поперечной (б) и ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
0 комментариев