Навигация
Оборудование для некоторых видов пластической деформации
31828
знаков
0
таблиц
7
изображений
6. Оборудование для некоторых видов пластической деформации
Во многих случаях использование КГШП, предназначенных для горячей объемной штамповки, значительно эффективнее, чем молотов.
Особенностью конструкции КГШП (рис. 5) является то, что все усилия, возникающие при штамповке, воспринимаются массивной станиной, на которой установлен электродвигатель 7, вращающий через шкив 6 и клиноременную передачу маховик 5, закрепленный на приемном валу 8. С этого вала через зубчатые колеса 9 и 12 вращение передается коленчатому валу 10, соединенному шатуном 2 с ползуном 1, который может совершать возвратно-поступательное движение по направляющим 13. Кривошипно-шатунный механизм включается от ножной педали фрикционной пневматической муфтой 11; для остановки выключают пневматическую муфту и включают пневматический ленточный тормоз 3. Маховик останавливают тормозом 4 при выключенном электродвигателе. На станине 15 пресса установлен клиновой стол 14, предназначенный для регулирования высоты штампов при их установке.
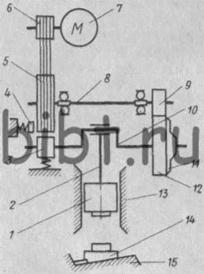
Рис. 5. Кинематическая схема кривошипного горячештамповочного пресса
Горизонтально-ковочные машины (ГКМ)
ГКМ широко применяют в крупносерийном и массовом производствах для горячей штамповки из проката самых различных поковок, требующих технологических переходов высадки, прошивки, просечки, пережима заготовки, выдавливания, гибки и отрезки поковки от прутка. Поковки штампуют непосредственно из прутка или отдельных штучных заготовок с незначительными по величине облоем и штамповочными уклонами, а также без них с малыми припусками и допусками, что обеспечивает значительную экономию металла. Штамп для ГКМ имеет две взаимно перпендикулярные плоскости разъема матриц и пуансона, чем обеспечивается получение поковок более сложной формы, чем на молотах, штампы которых имеют одну плоскость разъема.
Схема ГКМ с вертикальным разъемом матриц и с кулачково-рычажным механизмом зажимного ползуна показана на рис. 6. От электродвигателя 1 движение передается клиноременной передачей 2 на маховик 3, от него через фрикционную пневматическую муфту включения 4 – на приводной вал 5 и затем через пару зубчатых колес 6 – на кривошипный вал 8, который через шатун 9 обеспечивает возвратно-поступательное движение главного ползуна 10 с закрепленными на нем пуансонами 11. Упор 12 при сомкнутых матрицах отводится в сторону главным ползуном.
ГКМ с вертикальным разъемом матриц могут работать в автоматическом режиме в комплексе с индукционными нагревателями и клещевым перекладчиком. Обычно при печном нагреве заготовок такие ГКМ оснащают механизированными пневматическими подъемными столами и подвесками, осуществляющими движение заготовки в вертикальном направлении на уровень того или иного ручья штампа. Остальные манипуляции с заготовкой штамповщик выполняет вручную.
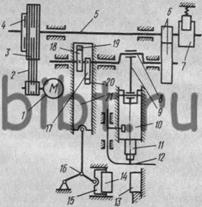
Рис. 6. Кинематическая схема горизонтально-ковочной машины
7. Поверхностное пластическое деформирование
Упрочнение деталей поверхностным пластическим деформированием (ППД). Сущность способа заключается в следующем. Под давлением деформирующего инструмента микровыступы (микронеровности) поверхности детали пластически деформируются (сминаются), заполняя микровпадины обрабатываемой поверхности, что способствует повышению твердости поверхностного слоя. Более того, в поверхностном слое возникают благоприятные сжимающие напряжения, что способствует повышению усталостной прочности на 30…70%, износостойкости–в 1,5…2 раза, значительно снижается шероховатость поверхности упрочняемой детали.
К наиболее распространенным способам упрочнения ППД относятся:
– обкатка рабочих поверхностей шариками или роликами;
– алмазное выглаживание;
– дробеструйная обработка;
– ультразвуковое упрочнение;
– упрочнение наклепом.
– Статико-импульсная обработка (СИО)
Обкатку шариками или роликами (для внутренних поверхностей–раскатка) выполняют с помощью специальных шариковых или роликовых накаток (раскаток) на токарно-винторезных станках, при этом упрочняющий инструмент закрепляют на суппорте станка. Это перспективный способ ППД, так как способствует снижению шероховатости поверхности, микротвердость поверхностного слоя увеличивается на 40…60%, возрастает глубина упрочненного слоя металла.
Основные параметры процесса: усилие обкатывания, продольная подача инструмента, число проходов и припуск на обкатывание.
Усилие обкатывания в каждом конкретном случае должно быть оптимальным, так как недостаточное прижатие инструмента к детали приводит к увеличению числа проходов инструмента из-за неполного смятия микронеровностей поверхности. Слишком большое усилие снижает надежность инструмента, приводит к перенаклепу поверхности и отслаиванию упрочненного слоя.
В каждом конкретном случае усилие обкатывания, можно рассчитать с последующим уточнением опытным путем. Продольная подача при работе одним шариком или сферическим роликом – 0,1…0,3 мм/об. При использовании многошарикового или многороликового инструмента подачу увеличивают.
Для повышения долговечности и несущей способности транспортных деталей широко используется методы упрочнения поверхностным пластическим деформированием (ППД).
Упрочнение выполняется с целью повышения сопротивления усталости и твердости поверхностного слоя металла и формирования в поверхностном слое напряжений сжатия, а также регламентированного микрорельефа.
Упрочняющую обработку поверхностным пластическим деформированием применяют на финишных операциях технологического процесса, вместо или после термообработки, и часто вместо абразивной или отделочной обработки.
Поверхностное пластическое деформирование, выполняемое без использования внешнего тепла и обеспечивающее создание поверхностного слоя с заданным комплексом свойств называют наклепом. В результате наклепа повышаются все характеристики сопротивления металла деформации, понижается пластичность и увеличивается твердость.
Упрочнение металла в незакаленной стали происходит за счет структурных изменений и изменений структурных несовершенств (плотности, качества и взаимодействия дислокаций, количества вакансий и др.), дроблением блоков и наведением микронапряжений. При упрочнении закаленных сталей, кроме этого, происходит частичное превращение остаточного аустенита в мартенсит и выделение дисперсных карбидных частиц.
Поверхностная деформация приводит к образованию сдвигов в зернах, упругому искажению кристаллической решетки, изменению формы и размеров зерен. Интенсивность наклепа (упрочнения) тем выше, чем мягче сталь. На незакаленных сталях увеличение твердости составляет более 100%, на закаленных 10–20%, при глубине упрочненного слоя до 12 и более мм.
Статико-импульсная обработка (СИО) является значительно усовершенствованным процессом ударной чеканки – упорядоченного ударного воздействия на упрочняемую поверхность. Выполняется специальными бойками с помощью механизированного инструмента.
Обработка СИО является новым видом обработки поверхностным пластическим деформированием, отличающимся способом подвода энергии в зону деформации. Пластическая деформация металла осуществляется управляемым импульсным воздействием, сообщаемым ударной системой боек-волновод статически нагруженному инструменту. Использование предударного статического поджатия инструмента к обрабатываемой поверхности позволяет увеличить ее площадь контакта с инструментом, способствуя уменьшению искажений передаваемого ударного импульса и уменьшая потери энергии удара.
Технология упрочнения СИО включает следующие этапы: предварительное статическое и последующее периодическое импульсное нагружение инструмента. СИО осуществляется при помощи специально разработанного высокочастотного генератора механических импульсов (ГМИ), позволяющего регулировать энергию и частоту импульсов в широком диапазоне. Для повышения долговечности и несущей способности транспортных деталей широко используется методы упрочнения поверхностным пластическим деформированием (ППД).
Преимуществами СИО перед другими способами ППД является малая энергоемкость, высокий коэффициент передачи энергии упрочняемой поверхности, возможность воздействия на упрочняемую поверхность управляемым импульсом, компактность устройства для упрочнения, возможность установки его на металлообрабатывающее оборудование.
Технологическими факторами СИО являются: энергия и частота ударов, скорость перемещения заготовки относительно инструмента, величина статического поджима, форма и размеры инструмента, число проходов. Ранее были проведены исследования по оценке влияния энергии ударов и формы деформирующего инструмента. При этом соотношения частоты ударов и скорости перемещения заготовки относительно инструмента, характеризующие кратность силового воздействия, выбирались из условия достаточной плотности расположения пластических вмятин. Для назначения более точных режимов упрочнения СИО, упрощения и удешевления технологии упрочнения СИО необходимо исследовать влияние кратности силового воздействия на характеристики качества упрочненного поверхностного слоя.
Упрочнение СИО было проведено на опытной партии сердечников крестовин стрелочных переводов и ножей грейдерных машин. В результате получен упрочненный поверхностный слой с параметрами качества позволяющими повысить долговечность этих деталей. Однако при этом были выявлены недостатки технологии упрочнения, повышающие ее трудоемкость и себестоимость. Для их устранения, отладки технологиии упрочнения сердечников крестовин стрелочных переводов и ножей грейдерных машин, необходимо создание конструкций специальных приспособлений для базирования и крепления этих деталей на операции статико-импульсного упрочнения.
СИО может использоваться и для упрочнения широкой номенклатуры тяжелонагруженных деталей транспортных средств, большинство из которых имеют профильные рабочие поверхности (зубья шлицев, витки резьбы и т.д.), а также галтели. Упрочнение ППД позволяет повысить усталостную прочность таких деталей. Известны способы упрочнения профилей методами ППД, в частности накаткой, при этом глубина упрочненного слоя может составлять 1…2 мм. Однако высокие действующие нагрузки требуют создания упрочненного слоя большей глубины. СИО ППД позволяет получать упрочненный поверхностный слой с глубиной до 8…10 мм и более.
Заключение
Ремонт деталей пластической деформацией – один из наиболее распространенных методов ремонта деталей, основанный на пластической деформации изношенных деталей с последующей механической обработкой. Метод используют для выправления вмятин, погнутости, скручивания, изменения посадочных размеров изношенных мест деталей
При восстановлении деталей пластической деформацией (давлением) используют пластические свойства металла, способность при некоторых условиях деформироваться под нагрузками, не теряя целостности детали.
Ремонт изношенных деталей при помощи пластических деформаций требует специальных приспособлений и штампов, поэтому является экономически оправданным только в том случае, когда ремонтируется много однотипных деталей.
Список использованной литературы
1.Гуляев А.П. «Металловедение», М: Металлургия, 1986 г.
2.Лившиц Б.Г. «Металлография», М.: Металлургия, 1990
3.Бельченко Г.І., Губенко С.І. Основи металографії і пластичної деформації сталі. Київ-Донецьк. «Вища школа», 1987, 239с.
4.Новиков І.І. Дефекти кристалічної будови. М., «Металургія», 1975,207с.
5.Золотаревський В.С. Механічні властивості металів. М., «Металургія», 1983. 349с.
6.www.bibliotekar.ru/spravochnik-58/index.htm
7.www.labstend.ru
8.www. autoup.info
9.www.delta-grup.ru/bibliot/8/oglav.htm
Похожие работы
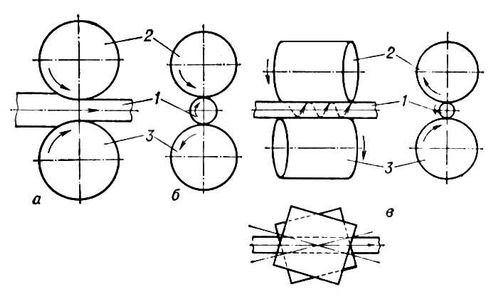
... направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а). Рис. 1 Схема продольной (а), поперечной (б) и ...


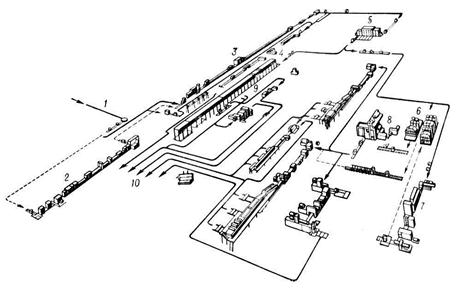
... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
0 комментариев