Навигация
Влияние пластических деформаций на структуру и свойства металла
31828
знаков
0
таблиц
7
изображений
5. Влияние пластических деформаций на структуру и свойства металла
С ростом степени холодной пластической деформации усиливаются прочностные свойства металла (увеличиваются пределы прочности и текучести, твердость), а пластические свойства ослабевают (уменьшаются относительное удлинение и сужение, ударная вязкость) (рис. 1).
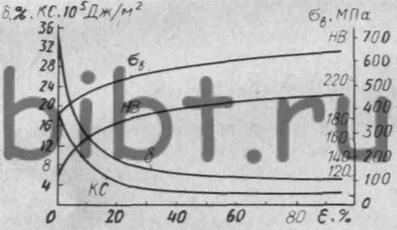
Рис. 1. Влияние холодной пластической деформации на механические свойства низкоуглеродистой стали
Холодная пластическая деформация сопровождается искажением кристаллической решетки металла – образованием новых дислокаций, дроблением зерен, их сплющиванием и удлинением в направлении наибольшего течения металла. В результате искажений кристаллической решетки и появления остаточных напряжений изменяются физико-химические свойства металла, например уменьшаются электро- и теплопроводность. В результате холодной деформации в металле возникают также преимущественная ориентировка (текстура) и анизотропия свойств, т. е. их неоднородность в зависимости от направления преимущественного течения металла.
При неполной холодной пластической деформации с нагревом чистого металла до температур (0,25…0,30) Tпл, где Tпл – абсолютная температура плавления, одновременно с процессом упрочнения металла возникает явление, называемое отдыхом или возвратом. Оно обеспечивает частичное снятие остаточных напряжений, небольшое восстановление пластических свойств и повышает сопротивление металла коррозии.
При неполной горячей пластической деформации с нагревом чистого металла до температуры свыше 0,47Tпл одновременно с процессом упрочнения протекает процесс рекристаллизации – зарождение и рост новых зерен взамен деформированных. После деформации в микроструктуре металла наблюдаются рекристаллизованные (равноосные) и нерекристаллизованные (вытянутые) зерна металла.
При горячей пластической деформации, совершающейся при температуре, превышающей температуру рекристаллизации, в металле протекают одновременно процессы упрочнения и разупрочнения. Если за время деформации рекристаллизация произойдет полностью, то вызываемого упрочнением изменения свойств металла не произойдет. Скорость процесса разупрочнения, вызванного рекристаллизацией, значительно меньше скорости процесса упрочнения. В результате рекристаллизации металл в процессе горячей обработки несколько разупрочняется и стремится приобрести равноосную неориентированную структуру.
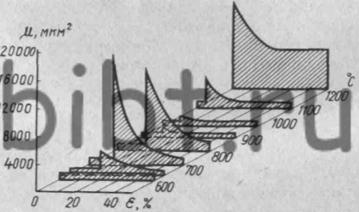
Рис. 2. Диаграмма рекристаллизации низкоуглеродистой стали
Величина зерен металла м зависит в основном от температуры и относительной деформации (рис. 2). Относительная деформация, равная обычно 5 – 10%, называется критической, поскольку при ней получается максимальная величина зерна. Обрабатывать металл в интервале критических относительных деформаций не рекомендуется. С возрастанием температуры критическая относительная деформация сдвигается влево. Величина зерна в металле тем меньше, чем больше послекритическая относительная деформация.
Холодной деформации, как правило, подвергают предварительно деформированные заготовки (сортовой прокат, листы и т. д.), а горячей – как деформированные, так и литые, например в виде слитков. При горячей обработке давлением слитков разрушается дендритная структура металла, завариваются дефекты (микропоры и неокисленные газовые пузыри), отдельные кристаллиты и неметаллические включения дробятся и вытягиваются в направлении преимушественного течения металла.
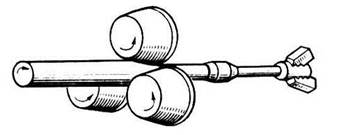
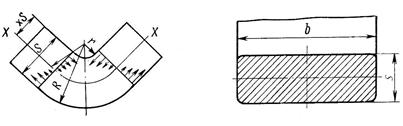
Структура металла с расположенными вдоль его течения вытянутыми, а иногда и разорванными на отдельные цепочки неметаллическими включениями называется волокнистой. При последующей термообработке изменить такую структуру невозможно, а повторная обработка давлением может лишь изменить направление волокон. Следствием такой структуры является анизотропия механических свойств металла вдоль и поперек его волокон. Это учитывают при проектировании, технологической разработке и изготовлении изделий. При обработке резанием нежелательно перерезать волокна, так как это снижает прочность деталей. Из двух коленчатых валов, показанных на рис. 3, более прочным будет вал, изготовленный ковкой без перерезания волокон.
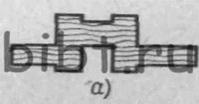
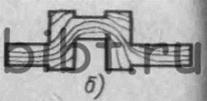
Рис. 3. Расположение волокон в коленчатом вале, изготовленном резанием (а), ковкой (б)
Зависимость механических свойств металла от укова показана на рис. 4. Пластические свойства металла, а также ударная вязкость в продольном направлении возрастают с увеличением укова до 6–10, после чего они остаются приблизительно постоянными. В поперечном направлении эти свойства с увеличением укова уменьшаются, поэтому при необходимости их повысить изменяют направление волокон, например осадкой заготовки.
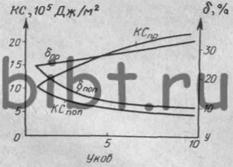
Рис. 4. Зависимость от величины укова относительного удлинения и ударной вязкости продольных и поперечных образцов из поковки, откованнной из стального слитка массой 100 т
Похожие работы
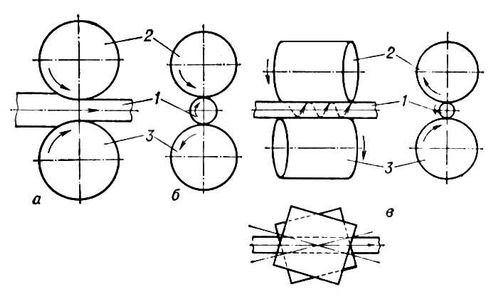
... направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а). Рис. 1 Схема продольной (а), поперечной (б) и ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
0 комментариев