ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ ДЕТАЛИ "ВТУЛКА ПЕРЕХОДНАЯ"
ОПРЕДЕЛЕНИЕ ОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ, МЕЖОПЕРАЦИОННЫХ РАЗМЕРОВ И РАЗМЕРОВ ЗАГОТОВКИ
ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ
Навигация
Втулка переходная
Втулка переходная
60817
знаков
6
таблиц
3
изображения
Министерство образования РФ
ГОУ СПО
Верхнесалдинский авиаеталлургический колледж
Специальность:1201″Технология машиностроения″
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ
ПО ДИСЦИПЛИНЕ: "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ "
КП-ТМ-04-14-10-ПЗ
РАЗРАБОТАЛ: ЛУЖИН А.С.
ГРУППА ТМ-404
РУКОВОДИТЕЛЬ: СТОРОЖКОВА Л.С.
2006
СОДЕРЖАНИЕ
Введение
1. Обоснование технических решений
1.1 Описание условий работы и анализ технологичности конструкции детали
1.2 Определение типа производства
1.3 Анализ заводского технологического процесса
1.4 Технико-экономическая оценка выбора метода изготовления заготовки
1.5 Выбор баз
1.6 Проектирование технологического маршрута обработки детали
1.7 Определение операционных припусков, допусков, межоперационных размеров и размеров заготовки
1.8 Определение расхода металла
1.9 Определение режимов резания, мощности основного и вспомогательного времени
1.10 Оформление операционных карт и карт эскизов
1.11 Описание конструкции и расчет станочного приспособления
1.12 Описание конструкции и расчет контрольно-измерительной оснастки
1.13 Описание конструкции и расчет режущего инструмента
2 Организация работы участка
2.1 Определение необходимого количества оборудования
2.2 Определение количества производственных рабочих
2.3 Определение количества вспомогательных рабочих, ИТР, СКП, МОП
2.4 Организация ремонта оборудования
2.5 Организация техники безопасности (по ССБТ) и противопожарные мероприятия
Библиографический список
ВВЕДЕНИЕ
Задачи экономии металла, повышения производительности труда, повышения качества и точности поверхности деталей является основной задачей для технологов-машиностроителей.
Технология машиностроения это прикладная наука, которая изучает, как человек с помощью различных приемов воздействует на различные материалы, создавая новые и более точные детали, которые применяют при сборке прогрессивного оборудования.
В технологии машиностроения используются теоретические и практические выводы связанных с ней дисциплин: металлорежущие станки и инструменты, резание металлов, основы взаимозаменяемости и технические измерения.
Ученые определяют основные направления в развитии технического прогресса, который характеризуется не только непрерывным появлением принципиально новых технологических процессов, но и непрерывной заменой существующих процессов более точными, производительными и экономически выгодными.
Решение этих технологических задач осуществляется на основе внедрения в производство полной автоматизации и механизации технологических процессов, широкого внедрения новой техники и дальнейшего роста квалификации кадров.
Самое важное направление в машиностроении является выбор экономичных и технологичных форм и видов заготовок с максимально уменьшиными припусками на обработку и уменьшением технологических отходов.
В данном проекте представлен технологический процесс изготовления детали " ВТУЛКА ПЕРЕХОДНАЯ". Приведена детальная разработка производства, способствующего уменьшить затраты времени на изготовление данной детали. Применение новейших технологий, применение многоинструментальных станков с ЧПУ позволяет снизить степень участия человека в технологическом процессе, за счет замены ручного труда механизированным.
1. ОБОСНОВАНИЕ ТЕХНИЧЕСКИХ РЕШЕНИЙ
1.1 ОПИСАНИЕ УСЛОВИЙ РАБОТЫ, АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
На чертеже изображена деталь " ВТУЛКА ПЕРЕХОДНАЯ". Деталь изготовляется из стали 5ХНМ (ГОСТ 5950-73) массой 12 кг. Чертеж выполнен в масштабе.
Деталь служит в качестве опоры для закрепления различных видов матриц на гидравлических горизонтальных прессах при прессовании легких сплавов.
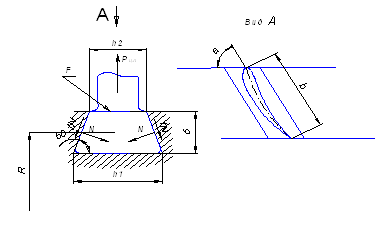
Деталь представляет собой тело вращения, габаритные размеры которого составляют Ø 180х102мм. Втулка состоит из двух поверхностей: цилиндрической Ø170 мм. и конической с углом 6˚±10΄. На левом торце детали выполнено 4 глухих резьбовых отверстия: резьба М24х1 глубиной 32 мм. На правом торце втулки есть проточка Ø170 мм., шириной 10 мм. к центру, глубиной 0,5 мм. и выполнено конусное углубление Ø140 мм. (угол наклона равен 4˚±10΄) глубиной 40 мм. На боковой поверхности детали на расстоянии 62 мм. просверлено отверстие Ø16 мм. глубиной 38 мм. Деталь имеет центральное сквозное отверстие Ø34 мм..
Точность взаимного расположения поверхностей детали в технических условиях не указана, следовательно, составляющие втулки не должны отклоняться от центральной оси. Чисто обработки поверхности (шероховатость), за исключением указанной на поверхности, Rz 40. Согласно техническим требованиям деталь подвергается термообработке до поверхностной твердости HRC 42-46.
ХАРАКТЕРИСТИКА СТАЛИ 5 ХНМ.
Деталь изготавливается из стали 5ХНМ. Назначение - молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т. ,прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов; блоки матриц для вставок горизонтально-ковочных машин.
Химический состав:
C-углерод 0.50-0.60 %;
Si-кремний 0.10-0.40%- придает коррозийную стойкость;
Mn- марганец 0.50-0.60% – повышает твердость;
S- сера <0.030%;
P- фосфор <0.030%;
Cr – хром 0.50-0.80% – способствует износостойкости;
Ni – никель 1.40-1.80% – повышает вязкость, придает коррозийную стойкость;
Mo- молибден – 0.15-0.30% – повышает теплостойкость;
Cu – медь <0.030%;
Механические и технологические свойства:
Теплостойкость - 590˚С;
Обрабатывается резаньем в отожженном состоянии при 289 НВ и σв= 900 Н/мм2: коэффициент резания Кv.тв = 0.6; Кv.б.р. =0.3
Не применяется для сварных конструкций;
Имеет высокую износостойкость при трении.
Вид поставки:
Прутки и полосы – ГОСТ 5950-73.
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно значительно уменьшить в зависимости от правильного выбора заготовки оптимальных режимов резания и правильной подготовки производства. На трудоемкость изготовления детали большое влияние оказывают ее конструкция и технические требования на изготовление. При анализе на технологичность конструкции детали необходимо произвести оценку в процессе проектирования тех процесса.
- Конструкция детали состоит из стандартных и унифицированных конструкторских элементов.
- Размеры и поверхности детали имеют соответственно оптимальную степень точности и шероховатость.
- Обрабатываемые поверхности открыты, доступны для подвода режущего инструмента при врезании и для его вывода.
Деталь состоит из "стандартного" набора поверхностей: это цилиндрические поверхности, метрические резьбы, что позволяет использовать стандартный инструмент и приспособления.
- Показатели базовой поверхности детали обеспечивают точность установки, обработки и контроля. Конструкция детали обеспечивает применение типовых и стандартных технологических процессов.
Деталь считаем технологичной.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

... завышен, так как помимо статических нагрузок на перо лопатки действуют и динамические нагрузки. Расчет на прочность диска компрессора Диски компрессора – это наиболее ответственные элементы конструкций газотурбинных двигателей. От совершенства конструкций дисков зависит надежность, легкость конструкций авиационных двигателей в целом. Нагрузки, действующие на диски Диски находятся под ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
0 комментариев