ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ ДЕТАЛИ "ВТУЛКА ПЕРЕХОДНАЯ"
ОПРЕДЕЛЕНИЕ ОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ, МЕЖОПЕРАЦИОННЫХ РАЗМЕРОВ И РАЗМЕРОВ ЗАГОТОВКИ
ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ
Навигация
ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
Втулка переходная
60817
знаков
6
таблиц
3
изображения
1.12 ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
Измерительные средства, применяемые для промежуточного контроля заготовки и окончательного контроля детали (изделия), в зависимости от типа производства могут быть как стандартными, так и специальными.
Измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки.
По конструкции и принципу действия универсальные измерительные инструменты и приборы разделяются на меры длины, штангенинструмента, микрометрические инструменты и приборы.
Для обработки детали "втулка переходная" на проектируемом механическом участке понадобятся следующие виды измерительных средств: штангенциркуль ШЦ - II ГОСТ 166 -80 и штангенциркуль ШЦ - I ГОСТ 2675– 80, калибр-скоба ГОСТ 18362-71.
При массовом производстве основными средствами контроля размеров являются предельные калибры и шаблоны.
Калибрами называют бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали. Калибры не определяют числового значения измеряемой величины, а только устанавливают годность или негодность детали. В промышленности определяют предельные калибры, то есть калибры, имеющие наибольший и наименьший предельные размеры. В соответствии с этими размерами калибры имеют две измерительные поверхности проходной и непроходной частей.
На калибрах нанесены размер, квалитет, а также допустимые отклонения. Они должны обязательно совпадать с размером, квалитетом и отклонениями измеряемой детали.
К достоинствам предельных калибров относятся долговечность, а также простота и достаточно высокая производительность контроля.
В качестве проектируемого измерительного инструмента выбираю калибр-скобу для измерения вала Æ170 с полем допуска h6. По ГОСТ 25347-82 нахожу предельные отклонения: они равны: es=+0мкм, ei= - 19мкм.
Следовательно:
dmax.=170+0=170мм.
dmin=170-0.19=169.981мм.
Находим допуски по ГОСТу 24853-81: H1=5мкм., Z1=4мкм., Нр=2мкм.
Наименьший размер проходной новой калибр-скобы :
Прmin= dmax.- Z1-0.5Н1=170-0.004-0.5*0.005=169.9935мм.
Размер калибра ПР проставляемый на чертеже равен 169.9935+0.005. Исполнительные размеры: наименьший 169.9935мм, наибольший 169.9985мм.
Определяем размеры калибра НЕ: наименьший размер непроходного калибра равен:
НЕmin= dmin-0.5*Н1=169.981-0.5*0.005=169.9785мм.
Размеры калибра НЕ проставляемые на чертеже: наименьший 169.9785мм, наибольший 169.9835мм.
1.13 ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ РЕЖУЩЕГО ИНСТРУМЕНТА
В данном курсовом проекте рассчитывается режущий инструмент метчик. Метчики предназначены для нарезания внутренних резьб диаметром от 2 до 50мм. по конструкции и применению номенклатура метчиков достаточно разнообразна: машинно-ручные, гаечные, конические, сборные, специальные и др. Для расчета метчика необходимы исходные данные, которые берутся в ГОСТах: размеры цилиндрических метрических резьб для диаметров от 1 до 600мм: ГОСТ 9150-81, 8724-81, 24705-81, допуски на резьбу ГОСТ 16093-81.
Исходные данные возьмем в (4) стр.112 табл.6.1.
Д- номинальное значение наружного диаметра гайки, равный 24мм;
Д2- номинальное значение среднего диаметра гайки, равный 23.350мм;
Д1- номинальное значение внутреннего диаметра гайки, равный 22.917мм.
р- шаг резьбы, равен 1мм;
Н- теоретическая высота профиля резьбы, равная 0.8660254*р≈0.866;
Н1- средняя высота профиля резьбы, равная 0.5412659*р≈0.541;
R=0.1443276*р≈0.144;
d=24мм. номинальный наружный диаметр метчика;
d2=23.350мм. номинальный средний диаметр метчика;
распределение нагрузки – 100%.
Рассчитываем предельные размеры диаметра гайки с учетом степени точности резьбы:
Д2max.=Д2+ES=23.350+0.170=23.520мм.
Д1max.=Д1+ES=22.917+0.236=23.153мм.
Определяем значение диаметра метчика по переднему торцу:
dт=Д1-(0.1…0.35)
dт=22.917-0.2=22.717мм.
Назначаем длину режущей части:
ℓр=6р=6мм. ((4) стр.112 табл.6.1.)
Определяем внутренний диаметр метчика:
d1=Д1+0.055р=22.917+0.055*1=22.972мм.
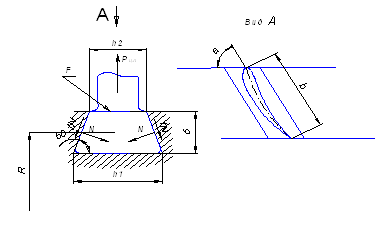
Определяем угол φ наклона режущей части и толщину срезаемого слоя
tgφ=(d-dт)/2ℓр=(24-22.717)/12=0.106917,
φ=6˚6΄(табл. Брадиса)
а=р/(n*tgφ), где n- число перьев метчика, принимаем равным 4. ((2)стр.529см. по тексту).
а=1/4*0.106917=2.338мм.
рассчитываем калибрующую часть:
ℓ=ℓр+ℓк, она выбирается с учетом запаса на переточку при заточке по задней поверхности, после всех переточек калибрующей части ℓ должна составлять 1/2диаметра резьбы. Д=24, ℓк=0.5*24=12мм.
принимаем ℓк=15мм. ((2)стр.531см. по тексту).
ℓ=15+6=21мм.
наиболее распространенной формой затылования является Архимедова спираль.
К=(π*d/n)*tgα, где α-10˚
γ-6˚. ((2)стр.530 табл.10)
К= (3.14*24/4)*0.1763=3.323
Определим диаметр хвостовика
dx=d1-1=22/917-1=21.917мм.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

... завышен, так как помимо статических нагрузок на перо лопатки действуют и динамические нагрузки. Расчет на прочность диска компрессора Диски компрессора – это наиболее ответственные элементы конструкций газотурбинных двигателей. От совершенства конструкций дисков зависит надежность, легкость конструкций авиационных двигателей в целом. Нагрузки, действующие на диски Диски находятся под ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
0 комментариев