ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ ДЕТАЛИ "ВТУЛКА ПЕРЕХОДНАЯ"
ОПРЕДЕЛЕНИЕ ОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ, МЕЖОПЕРАЦИОННЫХ РАЗМЕРОВ И РАЗМЕРОВ ЗАГОТОВКИ
ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ
Навигация
ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
Втулка переходная
60817
знаков
6
таблиц
3
изображения
2. ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
2.1 ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
Для проектирования участка цеха необходимо знать потребное количество оборудования, что позволит определить узкие места в цехе и наметить мероприятия по их ликвидации.
Чтобы рассчитать количество металлообрабатывающего оборудования, необходимо определить годовой объём выпуска изделия, время, затраченное на операцию, эффективный годовой фонд производственного времени единицы оборудования.
Сначала рассчитаю следующие виды фондов времени:
- календарный фонд – 365 дней;
- количество выходных дней (суббота и воскресенье) – 104 дней;
- праздничные дни – 12 дней;
- продолжительность смены – 8 часов;
- количество смен – 2;
- коэффициент, учитывающий время пребывания станка в ремонте – 0,95.
- количество предпраздничных дней- 4дня.
Определяю номинальный фонд времени:
Fн=365-104-12=249 дней,
а эффективный годовой фонд времени равен:
Fд=(Fн*8-п.п.д.*1)*z*Кр;
где: п.п.д. – количество предпраздничных дней;
z - количество смен;
Кр - коэффициент, учитывающий время пребывания станка в ремонте.
Fд=(249*8-4*1)*2*0.95=3777.2
Количество оборудования нахожу по формуле, приемлемой для серийного производства.
Ср=Тш*N/60*Fд;
где: Тш.. – сумма штучного времени на операцию;
N – годовая программа выпуска;
Ср010=26*50000/60*3777.2=5.74
На токарную операцию 010 принимаю 6 станков.
Ср015=11.3*50000/60*3777.2=2.50
На токарную операцию 015 принимаю 3 станка.
Ср020=17*50000/60*3777.2=3.75
На координатно-сверлильную операцию 020 принимаю 4 станка.
Ср025=13*50000/60*3777.2=2.8
На координатно-сверлильную операцию 025 принимаю 3станка.
Ср030=22*50000/60*3777.2=4.8
На токарную операцию 030 принимаю 5 станков.
Ср045=15.5*50000/60*3777.2=3.4
На токарную операцию 045 принимаю 4 станка.
Расчётное количество станков равно:
Ср.общ.=5.74+2.50+3.75+2.8+4.8+3.4=22.99
Принятое количество станков равно:
Ср.прин.=6+3+4+3+5+4=25
Определяю коэффициент загрузки на участке:
Кз.010=5.74/6*100%=95%;
Кз.015=2.5/3*100%=83%;
Кз.020=3.75/4*100%=93%;
Кз025=2.8/3*100%=93%;
Кз030=4.8/5*100%=96%;
Кз.045=3.4/4*100%=85%.
Кз.общ.=22.99/25*100%=91%.
Принимаю на токарные операции 18 станка, на координатно-сверлильные операции 7 станков.
Кроме того, на планируемом мною участке механического цеха предусматриваю также один заточной станок.
На основании коэффициента загрузки количество принятого оборудования составляю сводную таблицу и диаграмму.
Диаграмма коэффициента загрузки оборудования
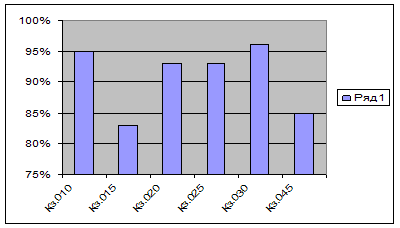
Таблица № 1.2.1.1 Сводная ведомость оборудования
| Модель станка | Кол.станков | Габаритные размеры | Мощность электродвигателей, кВт | Цена станка, тыс. руб | Общие затраты на станок с монтажом руб. | Общие затраты на все станки, руб. | |
| Одного станка | Всех станков | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Токарный с ЧПУ 16К20Т1 | 18 | 2470 ´ 2760 | 10.0 | 180 | 550000 | 632500 | 11385000 |
| Координатно-сверлильный 2Д450АМФ2 | 7 | 2760 Х 2360 | 2 | 14 | 623000 | 716450 | 5015150 |
| Универсально- заточной 3Б642 | 1 | 2330 Х 1660 | 1.5 | 1.5 | 300000 | 345000 | 345000 |
2.2 ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ПРОИЗВОДСТВЕННЫХ РАБОЧИХ
Все работающее на предприятии делятся на две категории:
- промышленно-производственный персонал, занятый производством и его обслуживанием;
- персонал непромышленных организации, в основном работники жилищно-коммунального хозяйства, детских и врачебно- санитарных учреждении, принадлежащих предприятию.
К рабочим относят работников предприятия, непосредственно занятых созданием материальных ценностей или оказанием производственных и транспортных услуг.
Рабочие подразделяются на основные и вспомогательные.
ППП- это работники предприятия непосредственно связанные с процессом производства (выполнением работ, оказанием услуг), т.е. занятые производительной деятельностью. Независимо от сферы приложения труда весь ППП подразделяется на две категории : рабочие и служащие. Рабочие непосредственно участвуют в процессе производства продукции: управляют машинами, механизмами, установками, наблюдают за работой автоматического и робототехнического оборудования, осуществляют ремонт, регулирование, наладку машин, выполняют погрузочно - разгрузочные работы.
Для расчета численности рабочих используют три метода:
- по норме времени: Чрнt=Нt*N/Fэф.*α (чел.);
- по норме выработки: Чр.выр.=N*Нвыр./Fэф.*α (чел.);
- по норме численности: Чяв.=Но*А*С, Чсп.=Чяв.*Ксс. (чел.).
Для расчета численности работников предприятия или участка, а также фонда заработной платы необходимо рассчитать эффективный фонд рабочего времени в планируемом периоде.
Данный показатель определяется при расчете баланса рабочего времени одного рабочего, и производится с целью более эффективного использования трудовых ресурсов предприятия и повышения количества эффективного фонда времени.
Списочный состав- отражает движение численности всех работающих. Средне-списочный состав служит для определения численности работников за определенный период. Под явочным составом понимают число работающих, которые фактически явились на работу для выполнения производственного задания.
Расчет баланса рабочего времени одного рабочего.
Таблица 1.2.2.1 Баланс рабочего времени одного рабочего в днях.
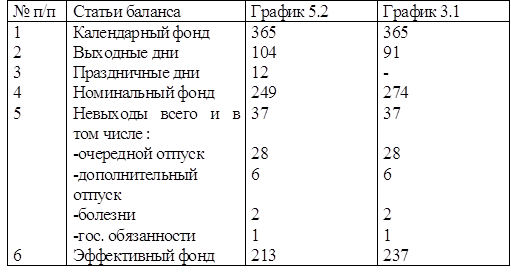
4. Нф.=365-116=249 дней, для графика 5.2
Нф.=365-91=274 дня, для графика 3.1
6. Fэф.= Нф.-невыходы;
Fэф.= 249-37=212 дней, для графика 5.2
Fэф= 274-37=237 дней, для графика 3.1
7. Ксс.пр.=Нф/Fэф
Ксс.пр.= 249/212=1.17
Ксс. непр.=Кф./Fэф
Ксс. непр.= 365/212=1.7, для графика 5.2
Ксс.пр.=Нф/Fэф
Ксс.пр.=274/237=1.15
Ксс. непр.=Кф./Fэф
Ксс. непр.=365/237=1.54, для графика 3.1
Выбираем график 5.2 для основных рабочих;
Выбираем график 3.1 для ремонтных служб.
Расчет численности основных рабочих
В составе рабочих выделяют две группы: основных и вспомогательных. К основным относят рабочих непосредственно занятых изготовлением продукции.
На участке обработки детали "втулка переходная" работают 18 токарей, 7 сверловщиков и 1заточник.
Таблица 1.2.2.1.1 Расчет численности основных рабочих.
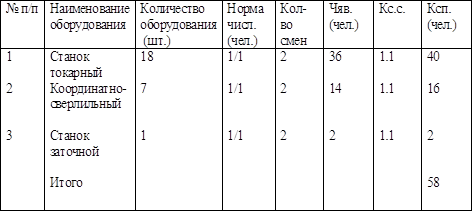
Расчет численности основных рабочих рассмотрю на примере расчета численности основных рабочих на токарных станках. Если норма численности станка всего 1 человека, Кс.с.= 1.1, количество смен С=2, норма численности Нч.=1/1.
Определяю явочную численность Чяв.
Чяв.=Нч.*С*А;
Где: А-количество агрегатов.
Чяв.= 1/1*2*18=36 чел.;
Определяю списочный состав на токарные станки.
Ксп.=Чяв.*Кс.с.;
Ксп.=36*1.1=39.6чел.
Принимаем 40 человек.
Остальные расчеты приведены в таблице 1.2.2.1.1
Расчет численности вспомогательных рабочих
В составе рабочих выделяют две группы: основных и вспомогательных. Вспомогательные- это рабочие которые обслуживают производственные процессы (наладчики, электрики, слесари, контролеры, крановщики).
Таблица 1.2.3.1 Расчет численности вспомогательных рабочих.
| № п/п | Специа- льность | Кол-во оборуд. (шт.) | Норма обслуживания | Кол-во смен | Чяв. (чел.) | Кс.с. | Чсп. (чел.) |
| 1 2 3 4 5 | Слесарь Электрик Крановщик Контролер Наладчики Итого | 26 26 1 1 25 | 2/26 2/26 1/1 1/1 1/7 | 3 3 2 2 2 | 6 6 2 2 7.14 | 1.1 1.1 1.1 1.1 1.1 | 6.6(7) 6.6(7) 2.2(3) 2.2(3) 8 28 |
Пример расчета численности вспомогательных рабочих привожу на расчете количества слесарей. Количество оборудования обслуживаемого слесарями равно26, норма обслуживания 2/26 , количество смен 3.
Определяю явочную численность:
Чяв.=Нобс.*А*С;
где: Нобс.- норма обслуживания; А- количество оборудования; С- количество смен.
Чяв.=(2/26)*26*3=6 чел.
Определяю списочную численность:
Чсп.=Чяв.*Кс.с.; Чсп.=6*1.1=6.6 чел.
Остальные расчеты приведены в таблице 1.2.3.1
Расчет численности служащих и МОП
В группе служащих выделяются следующие категории работающих:
-руководители- занимают должности руководителей предприятия, а также их заместители ;
- специалисты- состоят из работников занятых выполнением инженерно- технических, экономических, бухгалтерских и других функции ;
- служащие осуществляют подготовку и оформление документов, учет контроль, заняты хозяйственным обслуживанием и делопроизводством (секретари и кассиры).
Младший обслуживающий персонал – это лица занимающие должности по уходу за служебными помещениями, а также по обслуживанию работающих и служащих.
Таблица 5.2.3.1 Расчет численности служащих и моп.
| № п/п | Должность | Количество (чел.) |
| 1 2 3 4 5 6 | Начальник цеха Ст. мастер См. мастер Технолог Экономист Нормировщик Итого | 1 1 4 1 1 1 9 |
| МОП | ||
| 1 | Уборщик | 2 |
Соотношение различных категории работников в их общей численности характеризует структуру персонала предприятия, цеха, участка.
Похожие работы
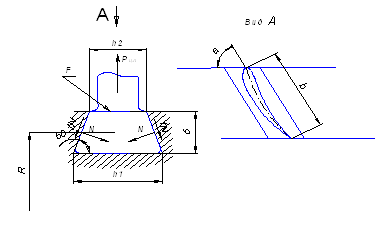
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

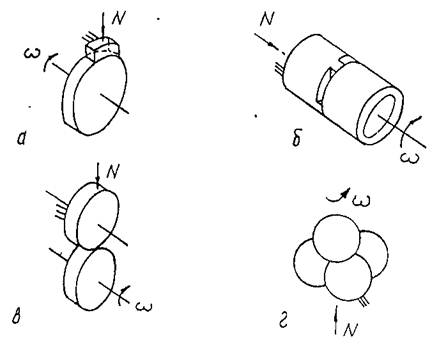
... завышен, так как помимо статических нагрузок на перо лопатки действуют и динамические нагрузки. Расчет на прочность диска компрессора Диски компрессора – это наиболее ответственные элементы конструкций газотурбинных двигателей. От совершенства конструкций дисков зависит надежность, легкость конструкций авиационных двигателей в целом. Нагрузки, действующие на диски Диски находятся под ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
0 комментариев