ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЦЕССА
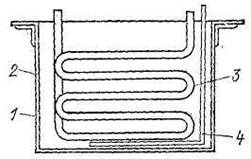
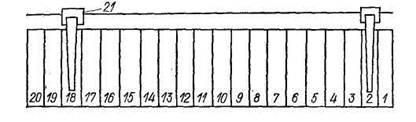
АНОДЫ
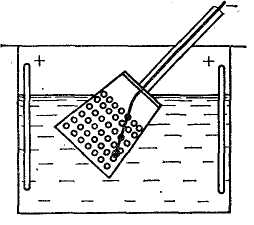
Технологический процесс хромирования
Рассчитаем кол-во операторов
РАСХОД ХИМИКАТОВ НА ЗАМЕНУ РАСТВОРОВ В ВАННАХ ЗА ГОД
РАСЧЕТ РАСХОДА ПАРА
РАСЧЁТ ПОЛЯРИЗАЦИОННОЙ СОСТАВЛЯЮЩЕЙ БАЛАНСА НАПРЯЖЕНИЯ
РАСЧЕТ ПАДЕНИЯ НАПРЯЖЕНИЯ В ПОДВЕСКЕ
ТЕПЛОТА ВЫДЕЛЯЕТСЯ В ВАННЕ ЗА 1 ЧАС
ТЕПЛОТА КОМПЕНСАЦИИ – ПО РАЗНОСТИ МЕЖДУ ПРИХОДОМ И РАСХОДОМ
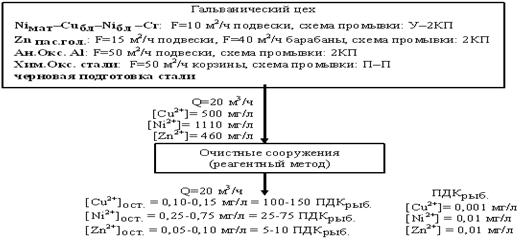
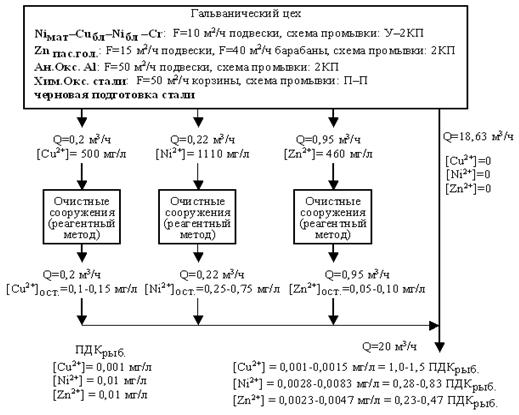
Очистка сточных вод
Навигация
Технологический процесс хромирования
Гальваническое покрытие хромом
58633
знака
7
таблиц
6
изображений
3. Технологический процесс хромирования
3.1 ОПРЕДЕЛЕНИЕ ВРЕМЕНИ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Определим время электрохимического осаждения хрома:
 мин.
мин.
δ – толщина покрытия, мкм.
![]() - плотность хрома, г/см(куб.)
- плотность хрома, г/см(куб.)
![]() - катодная плотность тока А/дм(кв.)
- катодная плотность тока А/дм(кв.)
Вт – выход по току хрома
![]() - электрохимический эквивалент, г/Ачас
- электрохимический эквивалент, г/Ачас
Загрузочные данные детали:
| Наименование деталей | Металл | Характеристика | Габариты подвески | Число деталей на подвеске/в агрегате | Площ. На загр. м (кв.) | Годов. Произв. | ||||
| габариты, мм | масса, кг | S, дм (кв.) | м(кв.) | С браком м(кв.) | ЗП в год | |||||
| Кольцо упорное | 30ХГСА | Ø = 82 L = 12 | 0.09 | 3,73 | 1250×800 | 20 | 0,746 | 25000 | 25250 | |
Производственная программа:
 ЗП/год.
ЗП/год.
Где ![]() - производственная программа, м(кв.)/год.
- производственная программа, м(кв.)/год.
![]() - загрузка на ванну, м (кв.)
- загрузка на ванну, м (кв.)
3.2 КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ХРОМИРОВАНИЯ
| № | Наименование операций | Состав раствора | Концент-рация, г/л | Режим работы | ||
| Т,ºС | I, А/дм(кв.) | τ, мин | ||||
| 1. 2. 3. 4. 5. 6. 7. 8. 9. | Загрузка – выгпузка Электрохимическое обезжиривание на катоде и аноде. Вода техническая проточная Анодная активация (перед прогреть дет. В теч. 2-3 мин) Хромирование Промывка в холодной непроточной воде Промывка в хол. Воде Промывка в гор. Воде Сушка детали | Натрий едкий Хромовый ангадрид технич. ГОСТ 2548-77 H2SO4 Хромов. Ангидрид H2SO4
Вода техн. непроточная Вода техн. проточная Вода техн. проточная | 30 – 50 40-50 200-250 2-2,5 200-250 2-2,5 | 18-35 50 50 60-90 90 | 5,3 20-25 50 20-25 20-25 | 10 1 0,5-1 60 1-2 1-2 1 15 |
3.3 ВЫБОР ОБОРУДОВАНИЯ
3.3.1 Темп выхода подвесок рассчитываем по формуле

Где ![]() - эффективный фонд рабочего времени.
- эффективный фонд рабочего времени.
![]() - число подвесок в загрузке.
- число подвесок в загрузке.
![]() - общая площадь деталей.
- общая площадь деталей.
3.3.2 Количество ванн хромирования
![]()
Где τ1 – длительность поцесса, мин.
Т – Темп выхода загрузочного приспособления, мин.
Принимаем n =9 (ванн хромирования).
Коэффициент загрузки ванн:
Где n, na – расчетное и принятое количество ванн.
В остальных процессах длительность каждой операции ниже Т, поэтому принимаем по одной ванне.
Похожие работы
... технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151]. 3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий 3.1 Направления совершенствования Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на ...
... завода (бывш.) оснащены устройствами автоматического регулирования температуры, фильтрации электролитов, очистки зеркала раствора. Грузоподъемность автооператора — 4,45 Н. Производительность линий при гальванических покрытиях — до 30 м2/ч, при химическом — до 60 м2/ч. Загрузка и разгрузка производятся с одной стороны линии. Автоматические линии с автооператором консольного типа (АГ-24 и АГ-42) ...
... известной с точностью ; 3) разброс значений толщины покрытия на поверхности эталона не должен превышать номинального значения. 3.1 Расчёт погрешности установки и определение требований к компонентам установки Толщина гальванического покрытия, определяемая кулонометрическим методом, вычисляется по формуле: ,где K=0,73 - электрохимический эквивалент никеля; V=1 ; H=160 мм- высота ...

... интерес главным образом для группового разделения и качественного испытания на хром, а не для количественного его определения, так как многие другие элементы также образуют нерастворимые соединения с этими реагентами. Точные результаты получаются при определении хрома методом, основанным на восстановлении хромата иодистоводородной кислотой и титровании выделяющегося при этом йода раствором ...
0 комментариев