Навигация
2. Специальная часть
2.1 Назначение устройства, кинематика и принцип действия гильотинных ножниц с нижним резом
Конструкция ножниц
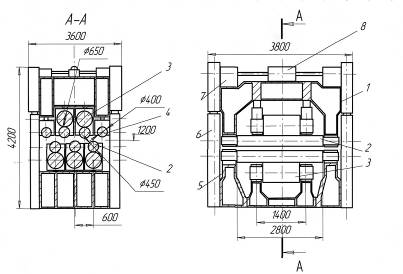
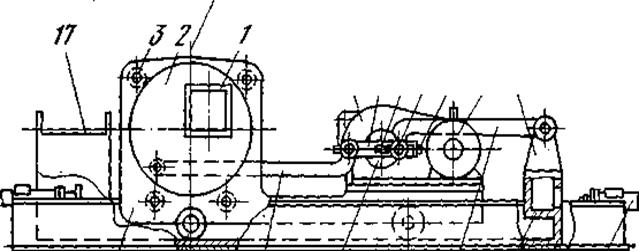
Гильотинные ножницы с нижним резом усилием 6 МН.
Ножницы имеют нижний нож длиной 3000 мм и верхний наклонный нож с наклоном 1: 10 (5° 42'); максимальная толщина разрезаемого листа 50 мм; предел прочности разрезаемого металла до 800 МПа.
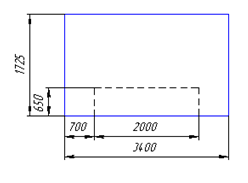
Ножницы предназначены для поперечной резки толстых листов при длине реза до 3000 мм. Ножницы этого типа установлены в поточной линии отделки толстых листов толстолистового стана 2800.
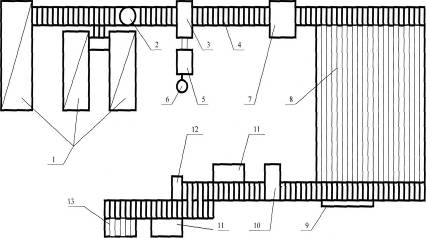
Станина состоит из двух стальных (литых или сварных из толстых листов) стоек, установленных на фундаменте. Внизу стойки соединены траверсой (суппортом) для нижнего ножа; вверху стойки соединены стяжными болтами и траверсой, на которой установлен редуктор. Стальной литой суппорт верхнего ножа установлен в направляющих станины и двумя шатунами соединен с коленчатым валом. Суппорт имеет грузовое уравновешивание.
Коленчатый вал установлен в станине на подшипниках скольжения. На одном конце вала свободно вращается зубчатое колесо и имеется кулачковая муфта включения. Исходное положение вала фиксируется грузовым ленточным тормозом с электромагнитом. Ножницы включаются на резание пневматическим цилиндром, поршень которого соединяет кулачковую муфту, сидящую на шпонках на коленчатом валу, с зубчатым колесом. Муфта включается автоматически после поворота коленчатого вала на 360°.
Стальной литой корпус прижима прикреплен к станине; в корпусе размещены пять пневматических цилиндров диаметром 400 мм; штоки цилиндров прижимают лист к нижнему суппорту перед резкой. На одном цилиндре установлен конечный выключатель; включение ножниц на резание возможно только при опущенном прижиме.
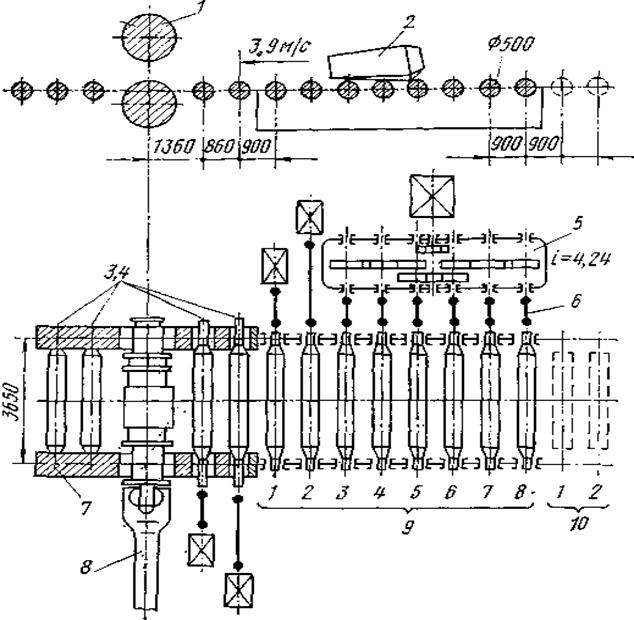
Ножницы приводятся от электродвигателя переменного тока мощностью 280 кВт и частотой вращения 900 мин-1 через двухступенчатый редуктор и пару цилиндрических шестерен (i = 71), большая шестерня которых вращается непрерывно и соединяется с муфтой включения. На быстроходном валу редуктора расположены два маховика с маховым моментом 75 МН-м. Общая масса ножниц 300 т.
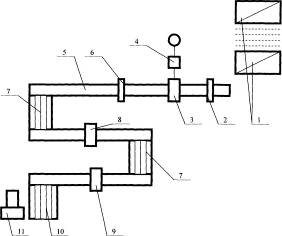
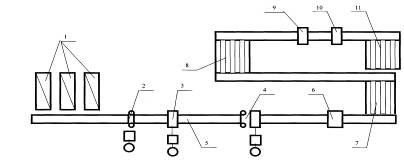
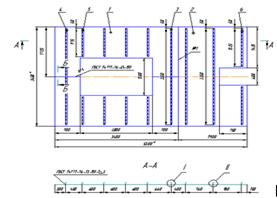
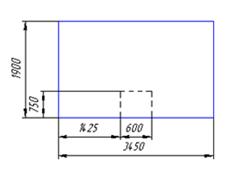
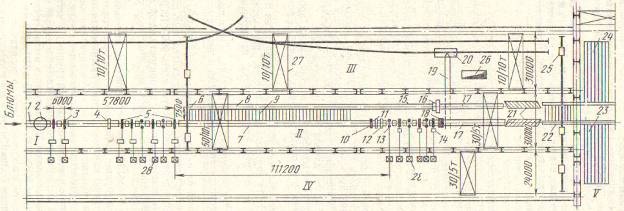
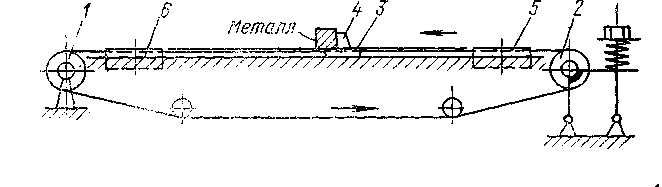
Ножницы установлены в поточной линии поперечной резки полосы на листы мерной длины; наибольшая ширина полосы 2350 мм; толщина 6 мм; предел прочности материала полосы 500 МПа. Ход нижнего ножа 135 мм, длина режущей кромки 2500 мм. Наклонным (с углом Г 40') является нижний нож 6, поэтому прижим 9 установлен на суппорте 10 нижнего ножа и при резании прижимает полосу к верхнему прямому ножу 8 и верхней траверсе 7. Ножи изготовлены из стали марки Х12М. Ножницы приводятся электродвигателем переменного тока мощностью 30 кВт и частотой вращения 725 мин-1 через двухступенчатый редуктор (i = 20). Ножницы включаются на резание оператором и останавливаются в исходном положении при помощи командоаппарата, установленного на тихоходном валу редуктора.
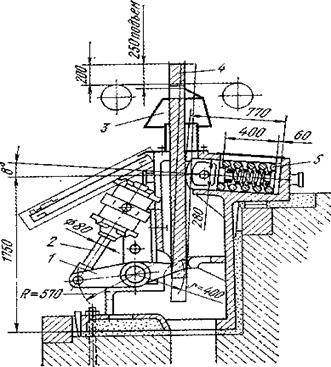
При вращении эксцентрикового вала 12 с частотой 36 мин-1 кольца 11 эксцентрикового вала обкатываются по опорным планкам 4 снизу суппорта. Для обеспечения возврата суппорта в нижнее исходное положение предусмотрены боковые хомуты 3, которые вверху прикреплены к нижнему суппорту, а внизу опираются поперечиной 2 на кольцо.
Прижим 9 при резании прижимает лист в верхней траверсе при помощи пневматических цилиндров 13 (воздух под избыточным давлением 0,4 МПа попадает в нижнюю полость). Передний немерный конец полосы (имеющий форму «языка») сбрасывается в нижний короб путем опускания стола 5 при помощи пневматического цилиндра.
Ножи имеют симметричное сечение всех четырех рабочих граней согласно ГОСТ 7785—72. Масса ножниц 13,5 т с приводом — 39 т. При вмятии ножей в металл происходит изгиб разрезаемого листа относительно плоскости резания. С целью обеспечения перпендикулярности резания применяют специальные устройства для прижима листа к верхнему суппорту: пружинные и пневматические.
Пружинные прижимы весьма просты по конструкции, однако, имеют следующий недостаток: при ходе нижнего суппорта вверх усилие сжатия пружины увеличивается в несколько раз, вследствие чего повышается расход мощности резания и от планки прижима возможно образование вмятин на листе.
Пневматические прижимы работают при постоянном усилии прижатия планки к листу: при ходе поршня вверх и повышении давления воздуха часть его выходит в атмосферу через разгрузочный клапан в трубопроводе. Недостатки прижима следующие: а) водные пары в атмосфере цилиндра конденсируются и в зимних условиях иногда замерзают; б) уплотнения цилиндра быстро изнашиваются, особенно от косых ударов при задаче листа в ножницы.
На новых ножницах с нижним резом конструкции СКМЗ применен усовершенствованный прижим, состоящий из шарнирного параллелограмма, одно звено которого опирается на небольшую пружину, а два противоположных шарнира обкатываются по копирам; этот прижим не имеет указанных выше недостатков.
Похожие работы
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...
... таблице 1. Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества Марка стали Содержание элементов, % С Mn Si Р S Не более ВСт3сп 0,14-0,22 0,4-0,65 0,12-0,3 0,04 0,05 Рис. 1. Секция настила рефрижераторного судна. Технические требования К основному материалу: - химический состав должен соответствовать данной марке стали согласно ГОСТ380-71; - ...
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... станах, там где перемещение валков и масса уравновешиваемых деталей невелики. 2. Агрегаты и механизмы поточных технологических линий прокатных цехов Вспомогательное оборудование – агрегаты и механизмы поточных технологических линий прокатных цехов подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку и ...
0 комментариев