Навигация
Составление ведомости дефектов
29008
знаков
3
таблицы
2
изображения
2.5 Составление ведомости дефектов
Таблица 2.2 – Ведомость ремонтируемых деталей
| № п/п | Назначения механизма Ремонтированного объекта | Перечень ремонтных работ | Ед. измерения | Кол – во | Сумма руб. | Выполнения ремонта | ||
| Исполнитель ремонта | Оценка качества Ремонта | Работу принял | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Замена коленчатого вала | Замена коленчатого вала | кг | 1 | 1250 | Никишин А.В. | Удовлетворительно | Овсяков Л.А. |
| 2 | Замена нижнего ножа | Замена нижнего ножа | кг | 1 | 6050 | |||
2.7 Составления графика ППР оборудования цеха
Таблица 2.3 – График предупредительно – планового ремонта
| № п/п | Наименования оборудования | Продолжительность ремонтов | Годовой простой в ремонте | Исполнитель ремонтов | |||||||||||
| Январь | Февраль | Март | Апрель | Май | Июнь | Июль | Август | Сентябрь | Октябрь | Ноябрь | декабрь | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | Эксцентриковая втулка | Никишин А.В. | |||||||||||||
| 2 | Тормоз ТКП- 300 | ||||||||||||||
| 3 | Суппорт | ||||||||||||||
| 4 | Зубчатая муфта МЗН- 10 | ||||||||||||||
| 5 | Цилиндрический редуктор | ||||||||||||||
Похожие работы
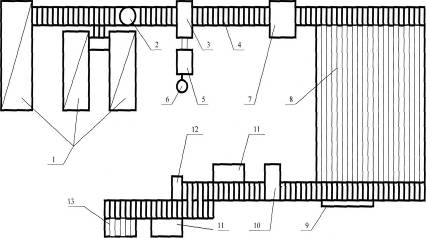
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...
... таблице 1. Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества Марка стали Содержание элементов, % С Mn Si Р S Не более ВСт3сп 0,14-0,22 0,4-0,65 0,12-0,3 0,04 0,05 Рис. 1. Секция настила рефрижераторного судна. Технические требования К основному материалу: - химический состав должен соответствовать данной марке стали согласно ГОСТ380-71; - ...
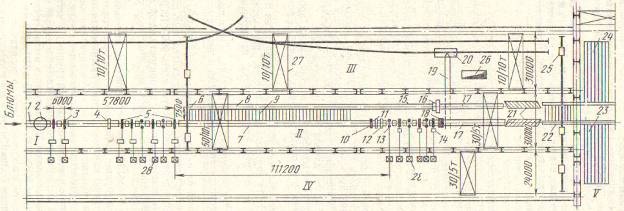
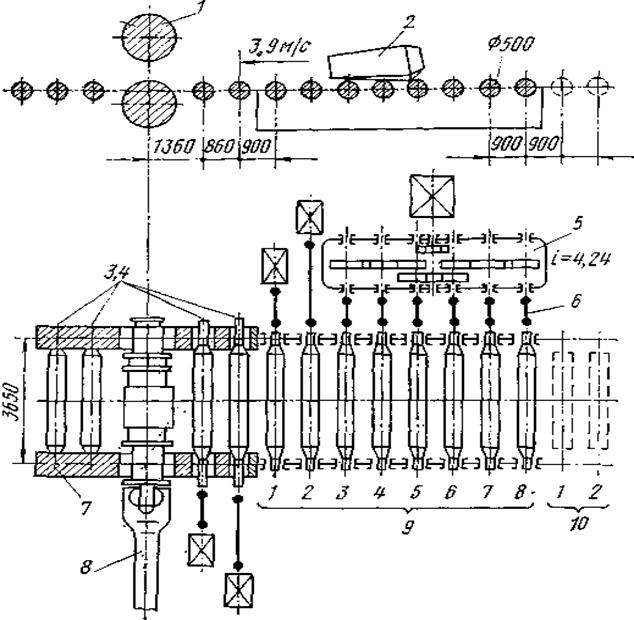
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... станах, там где перемещение валков и масса уравновешиваемых деталей невелики. 2. Агрегаты и механизмы поточных технологических линий прокатных цехов Вспомогательное оборудование – агрегаты и механизмы поточных технологических линий прокатных цехов подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку и ...
0 комментариев