Навигация
Расчет смазки узла агрегата
29008
знаков
3
таблицы
2
изображения
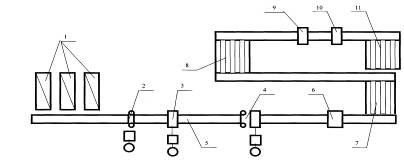
2.2 Расчет смазки узла агрегата
Таблица 2.1 Карта смазки
| Точка смазки | Вид и способ смазки | Режим смазки | Марка смазочного материала по ГОСТ для умеренного климата | Марка смазочного материала по ГОСТ для тропического климата |
| 1 | Густая смазка
| Два раза в смену | Солидол УС-1 | Смазка ЦИАТИМ-203 |
| 2 | Густая смазка (пресс-масленкой) | То же | То же | То же |
| 3 | Густая смазка (накладывать вручную) | Один раз в смену | Смазка графитная УСсА | >> |
| 4 | Жидкая смазка (ручной масленкой) | То же | Масло индустриальное 45В | Масло индустриальное ИС-45 |
![]()
Норма расчета густой (пластинчатой) смазки (см3) в единицу времени (час) на единицу площади смазываемой поверхности (м2) определяем по эмпирической зависимости:
![]()
![]() (1)
(1)
где ![]() – количество смазки (см3), которое следует подовать ежечасно на 1 м2 трущейся поверхности узла трения;
– количество смазки (см3), которое следует подовать ежечасно на 1 м2 трущейся поверхности узла трения;
11 – минимальная норма расхода смазки для подшипников диаметром до 100 мм
![]() - коэффициент, учитывающий зависимость расхода смазки от диаметра подшипника
- коэффициент, учитывающий зависимость расхода смазки от диаметра подшипника
![]() (2)
(2)
![]()
![]() - коэффициент, учитывающий зависимость расхода смазки от числа оборотов подшипника
- коэффициент, учитывающий зависимость расхода смазки от числа оборотов подшипника
![]() (3)
(3)
![]()
![]() - коэффициент, учитывающий качество трущихся поверхностей; при хорошем качестве,
- коэффициент, учитывающий качество трущихся поверхностей; при хорошем качестве, ![]()
![]() - коэффициент, учитывающий рабочую температуру подшипника,
- коэффициент, учитывающий рабочую температуру подшипника, ![]()
![]() - коэффициент, учитывающий нагруженность подшипника,
- коэффициент, учитывающий нагруженность подшипника, ![]()
![]()
Находим объем пластинчатой смазки периодически подаваемый питателем к точке смазки ![]()
![]() (4)
(4)
где ![]() - площадь трущейся поверхности подшипника, м2
- площадь трущейся поверхности подшипника, м2
![]() (5)
(5)
где ![]() - ширина подшипника мм,
- ширина подшипника мм, ![]()
![]()
![]() - период между двумя последовательными подачами смазки,
- период между двумя последовательными подачами смазки, ![]()
![]()
Принимаем питатель типа 2-02 00-4-К
Определяем количество пластинчатой смазки, расходуемое за один цикл работы системы ![]()
![]() (6)
(6)
где ![]() - число двухлинейных питателей данного типа
- число двухлинейных питателей данного типа
![]() (7)
(7)
![]() - число отводов,
- число отводов, ![]()
![]()
![]() - номинальная подача питателей,
- номинальная подача питателей, ![]()
![]()
Определяем суточный расход смазки ![]()
![]() (8)
(8)
где ![]() - число циклов за одни сутки
- число циклов за одни сутки
![]() (9)
(9)
![]()
![]()
2.3 восстановление быстро изнашиваемой детали методом восстановления первичных размеров
Порядок восстановления детали методом первоначальных размеров:
1. Очистить деталь от грязи и посторонних включений
2. Произвести дефектовку (определить вид и степень износа)
3. Произвести предварительную механическую обработку до удаления всех признаков износа
4. Произвести наплавку до диаметра больше номинального на 3-5 мм больше первоначального на сторону
5. Произвести токарную черновую и чистовую обработку
6. При необходимости произвести термическую обработку
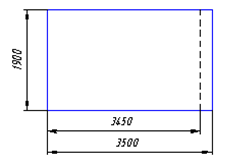
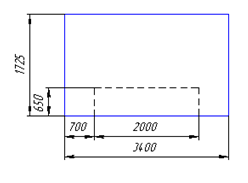
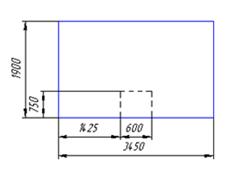
В качестве восстанавливаемой детали принимаем вал
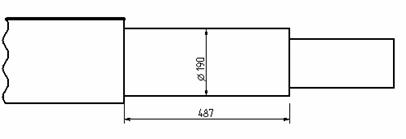
Рисунок 1.1 Вал
Производим наплавку вала с диаметра 182 мм до диаметра 200 мм на длину 487 мм
При толщине направляемого слоя t = 3 мм, число проходов составит:
![]() (10)
(10)
где D – диаметр до которого наплавляется деталь,
d – диаметр детали перед наплавкой,
t – толщина наплавляемого слоя
![]()
Определяем число оборотов детали ![]()
![]() ,
,
![]() (11)
(11)
где V – скорость наплавки
d – диаметр детали перед наплавкой
![]()
Определяем число оборотов детали ![]()
![]()
![]() (12)
(12)
где ![]() - длина наплавляемой поверхности
- длина наплавляемой поверхности
![]() - число проходов
- число проходов
![]() - число оборотов детали
- число оборотов детали
![]() - шаг наплавки
- шаг наплавки
![]()
Предварительная токарная обработка
Поточим изношенную поверхность детали «как чисто» с диаметром 190 мм до диаметра 142 мм на длину 750 мм
Оборудование: станок токарно-винторезный модели 16К20
Режущий инструмент: резцы проходные с пластинкой твердого сплава Т5К10
Определяем режимы резания
Глубина резания ![]()
![]()
![]() (13)
(13)
где ![]() - номинальный диаметр
- номинальный диаметр
![]() - диаметр после проточки
- диаметр после проточки
![]()
При черновом точении величина подачи принимается 0,25 – 0,40 мм/об
Принимаем s = 0,4 мм/об
Находим скорость резания, ![]()
![]()
![]() (14)
(14)
где ![]() - табличное значение скорости резания,
- табличное значение скорости резания, ![]()
![]() - общий поправочный коэффициент
- общий поправочный коэффициент
![]() (15)
(15)
где ![]() - коэффициент, зависящий от периода стойкости резца,
- коэффициент, зависящий от периода стойкости резца, ![]()
![]() - коэффициент, зависящий от главного угла в плане резца,
- коэффициент, зависящий от главного угла в плане резца, ![]()
![]() - коэффициент, зависящий от марки твердого сплава резца,
- коэффициент, зависящий от марки твердого сплава резца, ![]()
![]() - коэффициент, зависящий от состояния поверхности заготовки, без корки,
- коэффициент, зависящий от состояния поверхности заготовки, без корки, ![]()
![]()
![]()
Определяем число оборотов шпинделя станка ![]()
![]()
![]() (16)
(16)
![]()
По паспорту станка модели 16К20 принимаем ближайшее меньшее число оборотов шпинделя ![]() ,
,
Время основное ![]()
![]()
![]() (17)
(17)
где ![]() - число проходов,
- число проходов, ![]()
![]() - путь, проходимый резцом по направлению подачи
- путь, проходимый резцом по направлению подачи
![]() (18)
(18)
где ![]() - длина обрабатываемой поверхности
- длина обрабатываемой поверхности
![]() - перебег резца,
- перебег резца, ![]()
![]() - величина обрезная, при
- величина обрезная, при ![]()
![]()
![]()
Окончательная токарная обработка
Проточим деталь после наплавки с диаметра D = 160 мм до номинального диаметра Dн = 150 мм и на длину l = 480 мм,
Глубина резания ![]()
![]()
![]() (19)
(19)
![]()
При чистовом точении подачу принимаем в пределах s = 0,15 -0,25 м/об
Принимаем ![]()
![]() (20)
(20)
где ![]() - табличное значение скорости резания,
- табличное значение скорости резания, ![]()
![]() - общий поправочный коэффициент
- общий поправочный коэффициент
![]() (21)
(21)
где ![]() - коэффициент, зависящий от периода стойкости резца,
- коэффициент, зависящий от периода стойкости резца, ![]()
![]() - коэффициент, зависящий от главного угла в плане резца,
- коэффициент, зависящий от главного угла в плане резца, ![]()
![]() - коэффициент, зависящий от марки твердого сплава резца,
- коэффициент, зависящий от марки твердого сплава резца, ![]()
![]() - коэффициент, зависящий от состояния поверхности заготовки, по загрязненной корке,
- коэффициент, зависящий от состояния поверхности заготовки, по загрязненной корке, ![]()
![]()
Принимаем значение скорости резания ![]()
![]()
Находим число оборотов ![]()
![]()
![]() (22)
(22)
![]()
По паспорту станка модели 16К20 принимаем ближайшее меньшее число оборотов шпинделя ![]()
Находим основное время ![]()
![]()
![]() (23)
(23)
![]()
Находим суммарное основное время на восстановление детали ![]()
![]()
![]()
Похожие работы
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...
... таблице 1. Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества Марка стали Содержание элементов, % С Mn Si Р S Не более ВСт3сп 0,14-0,22 0,4-0,65 0,12-0,3 0,04 0,05 Рис. 1. Секция настила рефрижераторного судна. Технические требования К основному материалу: - химический состав должен соответствовать данной марке стали согласно ГОСТ380-71; - ...
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... станах, там где перемещение валков и масса уравновешиваемых деталей невелики. 2. Агрегаты и механизмы поточных технологических линий прокатных цехов Вспомогательное оборудование – агрегаты и механизмы поточных технологических линий прокатных цехов подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку и ...
0 комментариев