Навигация
Деревообрабатывающие шлифовальные станки
30979
знаков
1
таблица
10
изображений
СОДЕРЖАНИЕ
Назначение станков. 2
Шлифовальные инструменты.. 4
Узколенточные шлифовальные станки. 8
1. Конструкция станков. 8
2. Выбор режима шлифования. 10
3. Настройка станков. 11
4. Работа на станках. 12
Широколенточные шлифовальные станки. 14
1. Конструкция станков. 14
2. Выбор режима работы. 16
3. Наладка. 17
4. Работа на станках. 20
Дисковые шлифовальные станки. 22
1. Конструкция станков. 22
2. Выбор режима работы и наладка станка. 23
3. Работа на станках. 25
Цилиндровые станки. 26
Список литературы.. 27
НАЗНАЧЕНИЕ СТАНКОВ
Для получения гладких и ровных поверхностей у деталей из древесины и древесных материалов их шлифуют до облицовывания или после покрытия лаком и другими отделочными материалами. Различают следующие технологические операции шлифования и соответствующие им виды работ.
Выравнивание поверхностей щитовых и брусковых деталей до плоского состояния, т. е. удаление местных неровностей в виде возвышений и углублений, а также обеспечение высокой гладкости поверхности (рис. 1, а) выполняют на шлифовальных станках с движущейся узкой или широкой лентой. Отличительная особенность шлифовальных станков для выравнивания — подпружиненный рабочий орган, позволяющий удалять неровности высотой t с разнотолщинных заготовок.
Обработку в размер по толщине древесностружечных и столярных плит, а также столярно-строительных изделий (рис. 1, б) выполняют на калибровальных широколенточных или цилиндровых шлифовальных станках. Допускаемое отклонение от номинального размера детали Т должно быть не более 0,1...0,2 мм, поэтому шлифовальные и базирующие элементы калибровальных станков делают повышенной жесткости.
Толщина сошлифовываемого слоя t в этом случае определяется разнотолщинностью обрабатываемых деталей.
Закругление и снятие провесов или фасок (рис. 1, в) производят на кромках и торцах брусковых деталей мебели. Основное требование к качеству шлифования — равномерность фасок и округлений на всех кромках, отсутствие прошлифовок и хороший эстетический вид. Этот вид работ выполняют на дисковых или барабанных шлифовальных станках преимущественно с ручной подачей.
Удалять ворс после крашения или грунтовки и снимать местные наплывы лака (рис. 1, г) необходимо при прозрачной отделке деталей мебели.
Чистовое шлифование с целью достижения высокой гладкости поверхности (Rmmaх = 8...10 мкм) выполняют на двухагрегатном шлифовальном станке, один рабочий орган которого обеспечивает продольное шлифование, а второй — поперечное шлифование. Агрегаты имеют мягкую прокладку из войлока, фетра или пневматической подушки.
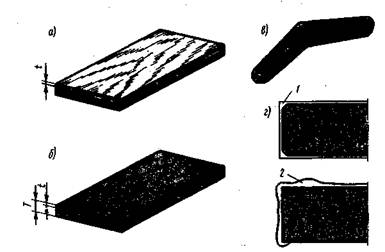
Рис. 1. Виды шлифовальных работ: а — выравнивание, б — калибрование в размер, в — скругление кромок и углов, г — снятие свесов и наплывов лака; 1 — фаска, 2 — наплыв лака
ШЛИФОВАЛЬНЫЕ ИНСТРУМЕНТЫ
Режущий инструмент шлифовальных станков — шлифовальная лента, состоящая из бумажной или тканевой основы и прикрепленных к ней с помощью клеевых веществ абразивных зерен. Зерна равномерно насыпают на основу по клеевому слою (механический способ) или наносят в электрическом поле (электростатический способ). При нанесении в электрическом поле зерна ориентируются на основе острыми гранями вверх, что улучшает режущие свойства шлифовальной шкурки. Абразивные зерна насыпают на основу по связке редко или плотно. Редкая насыпка (зерна занимают менее 70% площади основы) обеспечивает хорошие условия резания и межзерновое пространство, меньше забивается древесной пылью.
Для приклеивания зерен используют мездровый клей или синтетические смолы. В качестве основы применяют бумагу специальных сортов или ткань (саржа, бязь).
Абразивным материалом служат искусственные или природные минералы высокой твердости. Абразивные зерна изготовляют из электрокорунда нормального (15А), белого (24А, 25А), монокорунда (43А, 45А), карбида кремния зеленого (62С, 63С) и черного (53С, 54С, 55С).
Величину абразивных зерен обозначают номером, соответствующим размеру ячеек сита, на котором задерживаются данные зерна, в сотых долях миллиметра. Абразивные зерна и шлифовальные порошки имеют следующие размеры зерен, мкм: шлифзерно — 2000... 160, шлифпорошки — 125...40; микропорошки— 60... 14, тонкие микропорошки— 10...3.
Шлифовальная шкурка поступает на деревообрабатывающее предприятие в рулонах или листах.
На нерабочей поверхности шкурки имеется маркировка с указанием характеристики шкурки и завода-изготовителя. Пример условного обозначения шлифовальной шкурки типа 1 (I) с абразивным материалом, нанесенным электростатическим способом (Э), шириной 620 мм и длиной 50 мм (62,0X50), на бумаге-основе марки 0—200 (П2) из нормального электрокорун-да марки (15А) зернистостью (25-Н) на мездровом клее (М) с показателем износостойкости по классу (А): 1Э 620X50 П2 15А25-Н МА ГОСТ 6456—82.
Для ленточных шлифовальных станков берут шкурку в рулоне и разрезают на ленты необходимой длины и ширины. Длину ленты определяют в зависимости от способа ее соединения — встык под углом или внахлестку.
При склеивании встык концы срезают под углом 45° и приклеивают на полотняную подкладку шириной 80...200 мм (рис. 2, а). Длину ленты L (мм) определяют по формулам:
при склеивании встык
L = πD + 2lср + 2В,
при склеивании внахлестку
L = πD + 2lср + с,
где D — диаметр шкивов ленточного шлифовального станка, мм;
lср — среднее расстояние между осями шкивов станка, мм;
В — ширина шлифовальной ленты, мм;
с — припуск на склеивание внахлестку (с = 100...160 мм).
При склеивании внахлестку (рис. 2, б) на одном конце ленты горячей водой удаляют абразивные зерна на протяжении 80... 100 мм, затем на обнаженную основу, смазанную клеем, накладывают другой конец ленты. Соединенные концы сжимают и высушивают, используя для этого специальное приспособление или клеильный пресс.
Для комбинированных шлифовальных станков используют листовую шкурку. Для шлифовальных дисков вырезают шкурку по шаблону в виде круга, диаметр которого должен быть на 60...80 мм больше диаметра диска. Пользуясь прямоугольным шаблоном, вырезают также заготовки шкурок для бобины. После раскроя заготовки должны иметь ровные, без вырывов, края. Наличие утолщений или непроклеенных концов при склеивании лент может привести к преждевременному разрыву ленты.
Для широколенточных станков шкурку раскраивают на листы по шаблону, изготовленному из фанеры или листа алюминиевого сплава (рис. 2, в). Шкурку следует раскраивать так, чтобы края были ровными, а разность длин боковых кромок — не более 1 мм. Один из скошенных краев заготовки зачищают, снимая абразив на ширине 20 мм. Продольные кромки и зачищенный край следует оклеить полоской кальки шириной 40 мм, которая должна выступать за край шкурки на 10 мм. Скошенный край с калькой смазывают клеем и выдерживают на воздухе в зависимости от вида и вязкости клея.
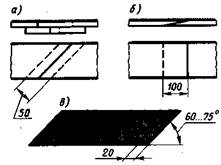
Рис. 2. Раскрой и склеивание шлифовальной ленты: а — встык под углом, б — внахлестку, в — шаблон для раскроя шкурки
После выдержки скошенные края соединяют и на место стыка накладывают полоску шкурки так, чтобы абразив на полоске прилегал к абразиву ленты. Место соединения сжимают и выдерживают в прессе. Готовые бесконечные ленты вывешивают на специальных кронштейнах и не менее суток до установки на станок выдерживают в сухом помещении.
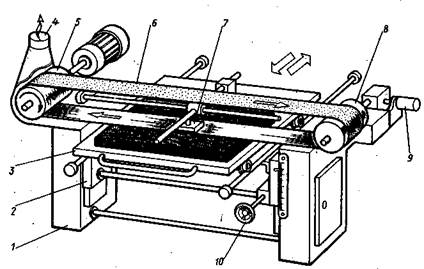
Рис. 3. Ленточный шлифовальный станок с подвижным столом: 1 — тумба, 2 — суппорт, 3 — стол, 4 — ограждение-пылеприемник, 5 — приводной шкив, б —шлифовальная лента, 7 — утюжок, 8 — неприводной шкив, 9 — пневмоцилиндр, 10 — маховичок
УЗКОЛЕНТОЧНЫЕ ШЛИФОВАЛЬНЫЕ СТАНКИ
Похожие работы
... только об одной конкретной системе, обобщаются изыскания на все возможные системы с аналогичной структурой и в итоге дается ответ на более общий вопрос. Морфологический анализ шлифовального станка Применительно к шлифовальным станкам морфологические признаки могут быть следующими: А – обрабатываемый материал, по степени трудности обработки; Б – абразивный инструмент в зависимости от твёрдости; ...
... интерьер любого помещения и даже дверные блоки. На изделия, в которые входит ручная резка, повышается спрос, а также цена. 1. Место расположение предприятия и краткая история его развития. Деревообрабатывающая мастерская РАТК находится в Республике Казахстан, в северо-восточной части Восточно-Казахстанской области. Деревообрабатывающая мастерская РАТК была основана, как и сам ...
... как к оцениваемому объекту, так и к сопоставимым с ним объектам. Сбор данных осуществляется путем изучения соответствующей документации, консультаций с покупателями, дилерами и др. 5. Оценка рыночной стоимости имущества на основе тех подходов и методов, по которым имеется достаточно достоверной информации для соответствующих расчетов, и которые отвечают целям и задачам настоящего отчета. 6. ...
... постоянную конкурентную позицию на рынке пиломатериалов в г.Сергаче. В данном случае мы имеем постоянную (стабильную) позицию на рынке г.Сергача, что может положительно отразиться на создание деревообрабатывающего предприятия в г.Сергаче Нижегородской области. 1.2. Рассмотрение влияния внешней среды. Внешние факторы – это основные факторы, непосредственно влияющие на работу организаций извне ...
0 комментариев