Навигация
3. Настройка станков
Перед установкой ленты следует проверить качество ее склеивания. Нельзя применять надорванные, неправильно склеенные шлифовальные ленты с неровными краями. С помощью маховичка уменьшают расстояние между шкивами и надевают ленту. Место склеивания располагают так, чтобы наружный конец шва (со стороны абразива) был направлен против рабочего движения ленты.
Натяжение ленты регулируют, перемещая неприводной шкив или натяжной ролик. Нельзя слишком сильно натягивать ленту, так как это может привести к ее разрыву. Однако при слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться. Силу натяжения устанавливают в зависимости от прочности основы ленты и определяют по стреле прогиба ленты (около 20 мм) при легком нажиме на нее.
Правильность набегания ленты проверяют, поворачивая шкивы вручную или кратковременно включая электродвигатель. При соскальзывании ленты ось шкива следует повернуть на небольшой угол рукояткой и зафиксировать стопорным устройством.
После настройки станка включают систему отсоса пыли, производят пробную обработку деталей и проверяют их качество.
Шероховатость шлифованной поверхности должна соответствовать требуемому значению параметра.
4. Работа на станках
Узколенточные шлифовальные станки с ручной подачей обслуживает один рабочий. Если шлифуют вогнутую криволинейную поверхность, то используют шкивную часть ленты. Перемещая деталь относительно ленты в продольном направлении и поворачивая ее вокруг оси, станочник последовательно вводит в контакт с лентой все участки, образующие обрабатываемую поверхность. При неосторожном движении или замедлении скорости возможна прошлифовка.
На шлифовальных станках с подвижным столом и ручным перемещением утюжка отдельные участки детали шлифуют за несколько проходов. Качественное выравнивание достигается правильным регулированием давления на рукоятку утюжка и скорости перемещения утюжка и стола. При приближений к кромкам давление следует снижать, чтобы не допустить их сошлифовывания.
Для повышения качества и производительности шлифования рекомендуется укладывать на стол небольшие брусковые детали одновременно по нескольку штук в ряд.
Если качество шлифованной поверхности хорошее, а производительность недостаточна, то скорость подачи следует увеличить. Большое давление на утюжок и использование затупленной ленты могут вызвать на шлифуемой поверхности прижоги.
Станки с механической подачей деталей обслуживают двое рабочих. Станочник укладывает на конвейер деталь, ориентируя ее по ширине стола, и направляет под прижимные элементы станка. При захвате детали конвейером нельзя перемещать ее в боковом направлении. Не допускается подавать в станок заготовки неодинаковой толщины, с грубыми дефектами поверхностей. Скорость подачи и давление утюжка или прижимной балки в процессе обработки, как правило, не регулируют. Второй рабочий принимает готовые детали и следит за тем, чтобы не было прошлифовкй или недопустимого закругления кромок.
ШИРОКОЛЕНТОЧНЫЕ ШЛИФОВАЛЬНЫЕ СТАНКИ
1. Конструкция станков
Широколенточные станки бывают с верхним и нижним расположением шлифовальных агрегатов. Одноагрегатные станки с верхним расположением выпускают для шлифования деталей с наибольшей шириной 600 мм (ШлК8). Односторонние двухагрегатные станки обеспечивают двухразовое шлифование щитов за один проход шкурками разной зернистости. Их выпускают для шлифования деталей шириной до 1100 мм с нижним (2ШлКН) и верхним (2ШлКА) расположением агрегатов.
Одноагрегатный широколенточный шлифовальный станок с конвейерной подачей (рис. 5) предназначен для плоскостного шлифования щитовых деталей по толщине. Два оклеенных резиной приводных' барабана 3 вращаются от электродвигателя 8. На верхний ролик 6 и барабаны 3 надета широкая шлифовальная лента 5. Верхний ролик снабжен механизмом подъема и автоматическим устройством с пневмоцилиндром 7, обеспечивающим качание оси ролика. Вследствие качания ролика шлифовальная лента имеет осциллирующее движение вдоль барабанов.
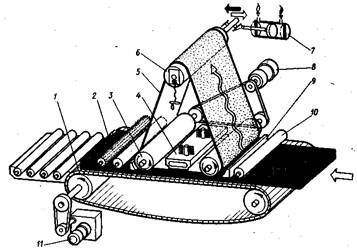
Рис. 5. Одноагрегатный широколенточный шлифовальный станок с конвейерной подачей: 1 — конвейерный механизм подачи, 2 — щетка, 3 — барабан, 4 — утюжок, 5 — шлифовальная лента, 6 — ролик, 7 — пневмоцилиндр, 8, 11 — электродвигатели, 9~ прижим, 10 — прижимный ролик
Шлифовальная лента прижимается к обрабатываемому материалу утюжком 4, управляемым сжатым воздухом. Конвейерный механизм подачи 1 размещен в столе, который можно перемещать по высоте. Привод конвейера осуществляется через вариатор и ременную передачу от электродвигателя 11.
От пыли обработанная поверхность очищается вращающейся щеткой 2. Заготовки занимают в станке требуемое положение с помощью прижимов 9 и роликов 10, установленных перед и за шлифовальной лентой станка.
На шлифовальном широколенточном станке с верхним расположением агрегатов 2ШлКА (рис. 6) можно шлифовать верхнюю пласть детали двумя шкурками разной зернистости. Станок состоит из шлифовальных агрегатов 4 (с контактным вальцом) и 2 (с контактной балкой), приводного конвейера 1 и механизма настройки конвейера на толщину шлифуемой детали.
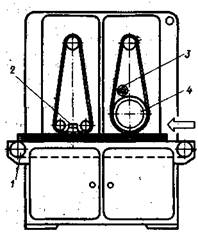
Рис. 6. Шлифовальный широколенточный станок с верхним расположением агрегатов 2ШлКА: 1 — конвейер, 2, 4 — шлифовальные агрегаты, 3 — маховичок настройки на толщину сошлифовываемого слоя
В многоагрегатных станках используют другой набор шлифовальных агрегатов: первый агрегат с широкой шлифовальной лентой и контактной балкой, а второй — с узкой лентой, движущейся поперек подачи детали.
Иногда вместо узколенточного шлифовального агрегата устанавливают валец или барабан с абразивным губчатым покрытием для окончательного чистового выравнивания шлифуемой поверхности.
Похожие работы
... только об одной конкретной системе, обобщаются изыскания на все возможные системы с аналогичной структурой и в итоге дается ответ на более общий вопрос. Морфологический анализ шлифовального станка Применительно к шлифовальным станкам морфологические признаки могут быть следующими: А – обрабатываемый материал, по степени трудности обработки; Б – абразивный инструмент в зависимости от твёрдости; ...
... интерьер любого помещения и даже дверные блоки. На изделия, в которые входит ручная резка, повышается спрос, а также цена. 1. Место расположение предприятия и краткая история его развития. Деревообрабатывающая мастерская РАТК находится в Республике Казахстан, в северо-восточной части Восточно-Казахстанской области. Деревообрабатывающая мастерская РАТК была основана, как и сам ...
... как к оцениваемому объекту, так и к сопоставимым с ним объектам. Сбор данных осуществляется путем изучения соответствующей документации, консультаций с покупателями, дилерами и др. 5. Оценка рыночной стоимости имущества на основе тех подходов и методов, по которым имеется достаточно достоверной информации для соответствующих расчетов, и которые отвечают целям и задачам настоящего отчета. 6. ...
... постоянную конкурентную позицию на рынке пиломатериалов в г.Сергаче. В данном случае мы имеем постоянную (стабильную) позицию на рынке г.Сергача, что может положительно отразиться на создание деревообрабатывающего предприятия в г.Сергаче Нижегородской области. 1.2. Рассмотрение влияния внешней среды. Внешние факторы – это основные факторы, непосредственно влияющие на работу организаций извне ...
0 комментариев