Навигация
1. Конструкция станков
В зависимости от вида обработки и типа подачи узколенточные станки бывают:
· для шлифования криволинейных поверхностей со свободной шлифовальной лентой (ШлСЛ-2, ШлСЛ-3)/
· для обработки плоских поверхностей с неподвижным столом (ШлНС-2, ШлНС-3), с ручным перемещением стола и утюжка (ШлПС-5П), с механизированным перемещением стола и ручным перемещением утюжка (ШлПС-7), двухленточные с длинным утюжком и конвейерной подачей (ШлПС-9, ШлПО-10);
· для обработки боковых кромок щитовых. деталей (ШлНСВ, ШлНСВ-2);
· для промежуточного шлифования лакокрасочных покрытий (Шл2В, Шл2В-2).
Ленточный шлифовальный станок с подвижным столом и коротким утюжком (рис. 3) предназначен для шлифования щитов. Станина станка выполнена в виде двух тумб 1, на которых размещены суппорты 2, переставляемые по высоте маховичком 10. Стол 3 на роликах перемещают вручную или от механического привода в поперечном направлении по круглым направляющим, прикрепленным к суппортам. Над столом расположена лента 6, которая надета на приводной 5 и неприводной 8 шкивы. Натягивают ленту и регулируют ее набегание винтовым устройством с пневмоцилиндром 9.
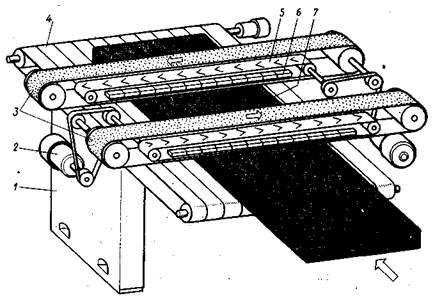
Рис. 4. Схема двухленточного шлифовального станка с конвейерной подачей ШлПС-9;
1 — станина, 2 — электродвигатель, 3 — шлифовальная лента, 4 — ленточный конвейер, 5 — опорная лента, 6 — контактная балка, 7 — деталь
Шлифование производят при поперечном движении стола и продольном перемещении короткого утюжка 7, прижимающего ленту к обрабатываемому материалу. Образующиеся при шлифовании отходы улавливаются пылеприемником 4, присоединенным к эксгаустерной сети.
Шлифовальный двухленточный станок ШлПС-9 с длинным утюжком и конвейерной подачей показан на рис. 4. Два одинаковых шлифовальных агрегата размещены на станине последовательно и имеют движущиеся навстречу друг другу шлифовальные ленты 3. Прижатие ленты к изделию осуществляется удлиненной контактной балкой 6 с подпружиненными секционными утюжками. Балка автоматически может быть поднята или опущена в момент выхода или входа под шлифовальную ленту очередной детали, что исключает прошлифовку и закругление кромок и углов. Давление шлифования от утюжка на шлифовальную ленту передается через промежуточную движущуюся рифленую (протекторную) ленту 5, которая уменьшает трение между шлифовальной лентой и утюжком. Шлифовальная и протекторная ленты приводятся в движение от электродвигателя 2 через ременную передачу.
В других станках нижняя опорная поверхность утюжка воздействует на шлифовальную ленту через неподвижную промежуточную войлочную антифрикционную ленту с приклеенным слоем мелких стеклянных шариков. Поверхность шариков резко снижает коэффициент трения утюжка об антифрикционную ленту, что предотвращает нагрев и быстрый износ шлифовальной ленты. Обрабатываемая деталь 7 подается в станок ленточным конвейером 4. Он смонтирован на станине с возможностью вертикального перемещения посредством рычажной системы. Привод конвейера осуществляется от индивидуального электродвигателя через цепной вариатор и редуктор. Скорость подачи можно регулировать бесступенчато от 2 до 14 м/мин.
2. Выбор режима шлифования
При назначении режима шлифования следует по заданной шероховатости и свойствам обрабатываемого материала выбрать зернистость шкурки, усилие прижима ее к изделию и скорость подачи. На узколенточных станках используют шлифовальную ленту на бумажной основе. Зернистость (номер) шкурки выбирают в зависимости от твердости обрабатываемого материала и требуемой шероховатости поверхности (табл. 7).
Величину удельного давления на шлифуемую поверхность принимают в зависимости от типа станка и вида шлифования (зернистости шкурки):
Номер зернистости шкурки
32...50 10...20
(черновое (чистовое
шлифование) шлифование)
Удельное давление, кПа .... 5...20 2...5
Таблица 1. Зернистость шкурки для шлифования древесины на узколенточных станках
| Обрабатываемый материал | Операция | Плотность насыпки | Номер зернистости |
| Древесина твердых пород: | Черновое шлифование | Плотная | 16, 12 |
| бук, дуб, ясень | Чистовое шлифование | » | 12, 10, 8 |
| Древесина мягких пород: | Черновое шлифование | Редкая | 25, 20, 16 |
| сосна, береза | Чистовое шлифование | » | 16, 12 |
| Детали, покрытые грунтом | То же | Плотная | 12, 10, 8 |
| Лакированные детали | » | » | 8, 6, 5, 4, 3 |
Номер соответствует размеру зерен в сотых долях миллиметра.
Зная рабочую площадь утюжка ab (мм2) и удельное давление (кПа), можно рассчитать усилие прижима F шлифовальной ленты к изделию (Н) по формуле F = 10-3 qab.
Скорость подачи и усилие прижима — величины взаимозависимые. При большой скорости подачи и небольшом усилии прижима шкурки отдельные места поверхности не прошлифовываются, при малых подачах и больших давлениях возможны почернение и прижоги древесины.
Скорость подачи и усилие прижима устанавливают в зависимости от номера зернистости шкурки, породы древесины и условий шлифования по таблицам, имеющимся в руководстве по эксплуатации станка.
Похожие работы
... только об одной конкретной системе, обобщаются изыскания на все возможные системы с аналогичной структурой и в итоге дается ответ на более общий вопрос. Морфологический анализ шлифовального станка Применительно к шлифовальным станкам морфологические признаки могут быть следующими: А – обрабатываемый материал, по степени трудности обработки; Б – абразивный инструмент в зависимости от твёрдости; ...
... интерьер любого помещения и даже дверные блоки. На изделия, в которые входит ручная резка, повышается спрос, а также цена. 1. Место расположение предприятия и краткая история его развития. Деревообрабатывающая мастерская РАТК находится в Республике Казахстан, в северо-восточной части Восточно-Казахстанской области. Деревообрабатывающая мастерская РАТК была основана, как и сам ...
... как к оцениваемому объекту, так и к сопоставимым с ним объектам. Сбор данных осуществляется путем изучения соответствующей документации, консультаций с покупателями, дилерами и др. 5. Оценка рыночной стоимости имущества на основе тех подходов и методов, по которым имеется достаточно достоверной информации для соответствующих расчетов, и которые отвечают целям и задачам настоящего отчета. 6. ...
... постоянную конкурентную позицию на рынке пиломатериалов в г.Сергаче. В данном случае мы имеем постоянную (стабильную) позицию на рынке г.Сергача, что может положительно отразиться на создание деревообрабатывающего предприятия в г.Сергаче Нижегородской области. 1.2. Рассмотрение влияния внешней среды. Внешние факторы – это основные факторы, непосредственно влияющие на работу организаций извне ...
0 комментариев