Навигация
4. Работа на станках
Станочник кладет на конвейер заготовку и подает ее в станок. Второй рабочий принимает готовые детали, складывает их в стопу или передает станочнику для повторного шлифования.
Станочник должен следить по прибору за загрузкой электродвигателя и при необходимости снижать скорость подачи или регулировать давление в системе прижима шлифовальной ленты.
Шлифование протекает нормально, если оно сопровождается равномерным шумом. Причинами образования дефектов обработки могут быть некачественная настройка станка, неправильное базирование деталей из-за повышенного износа конвейера или затупления ленты.
В процессе работы контактная поверхность утюжка изнашивается, поэтому его следует периодически заменять.
Подача в станок заготовок с вырывами и сколами приводит к надрыву материала основы или аварийному разрыву шлифовальной ленты в процессе работы.
При работе станка нужно следить за правильной работой пневмосистемы отсоса шлифовальной пыли. Для уменьшения вероятности возникновения пожара или взрыва в цехе не допускается скопление пыли на элементах станка.
ДИСКОВЫЕ ШЛИФОВАЛЬНЫЕ СТАНКИ
1. Конструкция станков
Дисковые шлифовальные станки используют для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов.
Их выпускают комбинированными: с двумя шлифовальными дисками и бобиной (ШлДБ-4, ШлДБ-5).
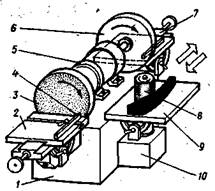
Рис. 9. Комбинированный шлифовальный станок с двумя дисками и бобиной ШлДБ-4: 1—станина, 2, 7, 9 — столы, 3, 6 — шлифовальные диски, 4 —направляющая линейка, 5 — электродвигатель, 8 — бобина,
10 — кронштейн
Комбинированный шлифовальный станок ШлДБ-4 показан на рис. 9. На станине 1 станка установлен электродвигатель 5 с двусторонним выходом вала. На концах вала укреплены два шлифовальных диска 3 и 6, вращающихся с частотой 750 об/мин. На кронштейне 10 находится вертикальный шпиндель, на конце которого закреплена шлифовальная бобина 8, совершающая 4300 об/мин. Шпиндель с бобиной через ременную передачу вращается от индивидуального электродвигателя, размещенного в станине. Кроме вращения бобина совершает осевое колебательное движение (2,3 кол/с) от эксцентрикового механизма.
Обрабатываемый материал базируется на столах 2, 7 и 9, которые можно наклонять под требуемым углом. На столах укреплены направляющие линейки 4, используемые при плоскостном шлифовании деталей. Шлифовальные диски ограждены кожухами, которые служат также приемниками для сбора и удаления пыли в эксгаустерную сеть.
2. Выбор режима работы и наладка станка
Режим работы станка назначают в зависимости от вида шлифования. При черновом шлифовании плоских поверхностей давление прижима детали должно быть 40...50 кПа, при чистовой обработке давление снижают до 5...10 кПа. Скорость шлифования в дисковых станках переменная и зависит от расстояния шлифуемого участка детали до центра диска.
При наладке комбинированных шлифовальных станков необходимо: выбрать шлифовальную шкурку требуемой зернистости; установить и; закрепить шкурку на шлифовальных дисках и бобине; отрегулировать положение столов и направляющих линеек; проверить работу станка на холостом ходу и обработать пробные детали.
На дисковых станках с бобиной используют преимущественно шлифовальную шкурку на тканевой основе. Для выполнения чернового и чистового шлифования целесообразно на обоих дисках закрепить шкурки разной зернистости на одном диске — зернистостью 80 или 50, а на втором — 50...20.
Бобину используют для шлифования криволинейных вогнутых, а также внутренних цилиндрических и конических поверхностей, что сопровождается обычно съемом больших припусков. При этом следует применять крупнозернистую шкурку.
Подобранные листы шлифовальной шкурки увлажняют и выдерживают 40...50 мин. Увлажненные шкурки более плотно прилегают к диску или бобине. Перед установкой шкурки следует отодвинуть или наклонить стол, обеспечивая свободный доступ к диску, и снять изношенную шкурку.
Новую шкурку накладывают на диск так, чтобы края ее располагались симметрично относительно кольца, прижимающего шкурку. Винты завинчивают последовательно, устраняя выпучины и неровности и добиваясь плотного прилегания шкурки к диску. Так же закрепляют шкурку на шлифовальной бобине:
При шлифовании поверхности под прямым углом к пласти детали (рис. 10, а) стол 4 наклоняют к диску или от него, используя круговые направляющие 2. После наклона перемещают стол маховичком 3 к шлифовальному диску 1 так, чтобы между кромкой стола и диском был зазор 5 мм. В требуемом положении стол закрепляют стопорным устройством.
Направляющую линейку на столе устанавливают так, чтобы шлифование осуществлялось периферийней частью диска. Центральной частью диска работать не следует, так как мала скорость шлифования.
Если нужно шлифовать торец с наклоном к кромке детали (рис. 10, б), направляющую линейку 5 поворачивают на-требуемый угол и закрепляют зажимом 6. При шлифовании криволинейной детали с поверхностью, расположенной под углом к ее базовой плоскости, стол бобины наклоняют.
После настройки опробуют станок на холостом ходу и шлифуют пробные детали. Деталь перемещают по столу вручную. Скорость подачи и усилие прижима детали регулируют в зависимости от толщины сошлифовываемого слоя и зернистости шкурки. Давление при шлифовании диском должно быть 5... 30 кПа.
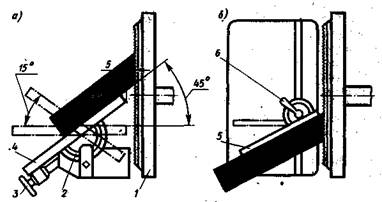
Рис. 10. Наладка комбинированного шлифовального станка: а — настройка, стола, б — регулировка направляющей линейки; / — диск, 2— направляющие, 3— маховичок, 4 — стол, 5 — линейка, 6— зажим
3. Работа на станках
На комбинированных станках можно выполнять разнообразные работы одновременно двум рабочим. При установке на дисках шкурок разной зернистости первый рабочий выполняет черновое шлифование, а второй, используя другой диск со шкуркой меньшей зернистости, — окончательное чистовое шлифование.
При использовании бобины деталь перемещают вручную, прижимая обрабатываемым участком поверхности к шкурке. Следует внимательно следить за качеством шлифования и соблюдать осторожность, предотвращая касание рук вращающегося инструмента.
Для обработки деталей с замкнутым внутренним контуром приемник для шлифовальной пыли снимают и деталь кладут на стол так, чтобы она охватывала рабочую часть бобины. Шлифуют деталь, поворачивая ее вокруг бобины.
Качество шлифования оценивают визуально путем сравнения с эталоном или измеряют высоту микронеровностей контрольно-измерительными приборами ТСП-4, МИС-11.
ЦИЛИНДРОВЫЕ СТАНКИ
Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые станки с ручной или механической подачей применяют для плоскостного шлифования прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер. Трехцилиндровые станки предназначенные для шлифования фанеры, плит, щитовых (облицованных) и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним и нижним расположением шлифовальных цилиндров. При необходимости с помощью двух установленных последовательно станков можно обработать за один проход изделия с двух сторон.
СПИСОК ЛИТЕРАТУРЫ
1. Амалицкий В.В., Любченко В.И. Справочник молодого станочника по деревообработке. – 2-е изд. перераб. – М.: Высшая школа, 1978
2. Коротков В.И. Деревообрабатывающие станки: Уч. для ПТУ – 2-е изд. перераб. и доп. – М.: Высшая школа, 1991
Похожие работы
... только об одной конкретной системе, обобщаются изыскания на все возможные системы с аналогичной структурой и в итоге дается ответ на более общий вопрос. Морфологический анализ шлифовального станка Применительно к шлифовальным станкам морфологические признаки могут быть следующими: А – обрабатываемый материал, по степени трудности обработки; Б – абразивный инструмент в зависимости от твёрдости; ...
... интерьер любого помещения и даже дверные блоки. На изделия, в которые входит ручная резка, повышается спрос, а также цена. 1. Место расположение предприятия и краткая история его развития. Деревообрабатывающая мастерская РАТК находится в Республике Казахстан, в северо-восточной части Восточно-Казахстанской области. Деревообрабатывающая мастерская РАТК была основана, как и сам ...
... как к оцениваемому объекту, так и к сопоставимым с ним объектам. Сбор данных осуществляется путем изучения соответствующей документации, консультаций с покупателями, дилерами и др. 5. Оценка рыночной стоимости имущества на основе тех подходов и методов, по которым имеется достаточно достоверной информации для соответствующих расчетов, и которые отвечают целям и задачам настоящего отчета. 6. ...
... постоянную конкурентную позицию на рынке пиломатериалов в г.Сергаче. В данном случае мы имеем постоянную (стабильную) позицию на рынке г.Сергача, что может положительно отразиться на создание деревообрабатывающего предприятия в г.Сергаче Нижегородской области. 1.2. Рассмотрение влияния внешней среды. Внешние факторы – это основные факторы, непосредственно влияющие на работу организаций извне ...
0 комментариев