Расчёт эффективного фонда времени работы оборудования
Определение стоимости зданий и сооружений
Расчёт стоимости прочих средств, входящих в состав производственных фондов
Расчёт фонда заработной платы основных рабочих
Расчёт количества вспомогательных рабочих
Штатное расписание и фонд заработной платы служащих
Расход воды на технологические нужды
Расход электроэнергии на освещение
Статья «Потери от брака»
Анализ полученных результатов
Навигация
Расчёт стоимости прочих средств, входящих в состав производственных фондов
Расчёт себестоимости механической обработки детали
53090
знаков
13
таблиц
2
изображения
1.3.3 Расчёт стоимости прочих средств, входящих в состав производственных фондов
Дополнительное оборудование и прочие средства, входящие в состав основных производственных фондов, учитываются в процентах от суммарной стоимости основного и вспомогательного оборудования (таблица 6).
Таблица 6 Стоимость дополнительного оборудования и прочих средств, входящих в состав основных производственных фондов
| № | Наименование | Способ вычисления | Значение |
| 1 | Средства на доставку, монтаж основного и вспомогательного оборудования | 0,1(СОСН+СВСП) | 808602 |
| 2 | Средства на подъёмно-транспортное оборудование | 0,03(СОСН+СВСП) | 242580.6 |
| 3 | Средства на контрольно- измерительную аппаратуру | 0,04×СОСН | 270328.8 |
| 4 | Средства на дорогостоящий инструмент, приспособления механических цехов | 0,1×СОСН | 675822 |
| 5 | Средства на дорогостоящий производственный и хозяйственный инвентарь | 0,08×СОСН | 540657.6 |
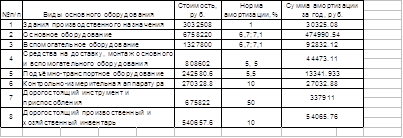
Результаты расчётов стоимости основных производственных фондов представляются в виде "Сводной ведомости стоимости основных производственных фондов" (таблица 7). Нормы амортизационных отчислений по видам основных производственных фондов приведены в приложении 2[1].
Таблица 7 Сводная ведомость стоимости основных производственных фондов
1.4 Определение количества и фондов заработной платы промышленно-производственного персонала
1.4.1Расчёт количества основных рабочих
В курсовой работе количество основных рабочих определяется по каждой профессии и разряду, исходя из суммарной трудоёмкости выполнения отдельных операций технологического процесса (серийное производство):
ЧРАБ.ОСН.=![]()
Тэф.раб.― годовой эффективный фонд времени работы рабочего, час:
Кмн.обс. ― коэффициент многостаночного обслуживания, для универсальных станков Кмн.обс. = 1, для станков с ЧПУ Кмн.обс. = 2.
Полученное в результате расчёта дробное число округляется до целого в сторону уменьшения при значении менее 0,5 после запятой.
Эффективный фонд времени работы рабочих определяется при расчёте баланса рабочего времени, характеризующего среднее количество дней и часов, которое может отработать один рабочий в плановом периоде. Структуру баланса рабочего времени можно представить в следующем виде:
Тэф.раб.=(Dк- Dв.п.- Dотп.- Dбол.- Dуч - Dпр)(tсм-tп.)- Dп.п.tс.в.
где Dк- число календарных дней;
Dв.п- число выходных и праздничных дней;
Dотп- продолжительность очередных и дополнительных отпусков (28 дней);
Dбол- невыходы на работу по болезни и родам (9 дней);
Dуч- продолжительность учебных отпусков (6 дня);
Dпр- прочие неявки, разрешенные законом, (6 дня);
tсм - продолжительность рабочей смены, час;
Dп.п- число предпраздничных дней;
t c.в- время, на которое сокращается смена в предпраздничный день, час;
tп.- потери рабочего времени в течение смены (15 минут), час
Тэф.раб.=(365-114-28-9-6-6) ×(8-0,25)-5×1=1560,5 ч
Чраб.осн.(10)=![]() =1,463
=1,463
Принимаем Чра.осн.(10)= 1;
Чраб.осн.(15)=![]() =1,280
=1,280
Принимаем Чра.осн.(15)= 1;
Чраб.осн.(20)=![]() =1,446
=1,446
Принимаем Чра.осн.(20)= 1 ;
Чраб.осн.(25)=![]() =2.456
=2.456
Принимаем Чра.осн.(25)= 2;
Чраб.осн.(30)=![]() =0.939
=0.939
Принимаем Чра.осн.(30)= 1;
Чраб.осн.(35)=![]() =2.931
=2.931
Принимаем Чра.осн.(35)= 3;
Чраб.осн.(40)=![]() =1,969
=1,969
Принимаем Чра.осн.(40)= 2;
Чраб.осн.(45)=![]() =2.067
=2.067
Принимаем Чра.осн.(45)= 2;
Чраб.осн.(50)=![]() =1.519
=1.519
Принимаем Чра.осн.(50)= 2;
Чраб.осн.(55)=![]() =2.377
=2.377
Принимаем Чра.осн.(55)= 2;
Чраб.осн.(60)=![]() =0.502
=0.502
Принимаем Чра.осн.(60)= 1;
Чраб.осн.(65)=![]() =0.741
=0.741
Принимаем Чра.осн.(65)= 1.
Итого в сумме получаем 19 основных рабочих.
Похожие работы





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев