Расчёт эффективного фонда времени работы оборудования
Определение стоимости зданий и сооружений
Расчёт стоимости прочих средств, входящих в состав производственных фондов
Расчёт фонда заработной платы основных рабочих
Расчёт количества вспомогательных рабочих
Штатное расписание и фонд заработной платы служащих
Расход воды на технологические нужды
Расход электроэнергии на освещение
Статья «Потери от брака»
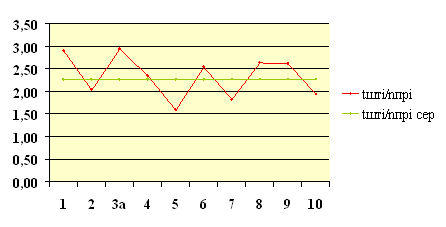
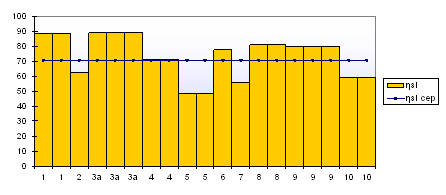
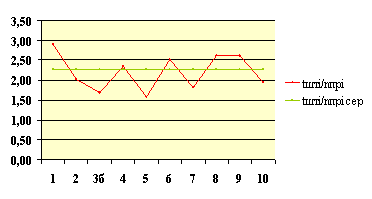
Анализ полученных результатов
Навигация
Расчёт количества вспомогательных рабочих
Расчёт себестоимости механической обработки детали
53090
знаков
13
таблиц
2
изображения
1.4.3 Расчёт количества вспомогательных рабочих
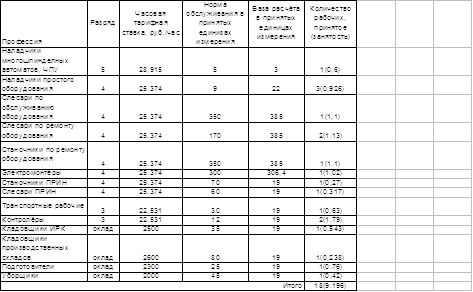
К вспомогательным рабочим относятся рабочие цеха, не принимающие непосредственного участия в выполнении операций основного производства (наладчики, слесари по ремонту и обслуживанию оборудованию, кладовщики, контролёры и др.). Их численность определяется по укрупнённым нормам обслуживанию в зависимости от количества технологического оборудования, его ремонтной сложности и количества основных рабочих (таблица 10[1]). Результаты расчёта численности вспомогательных рабочих представляются в виде «Ведомости вспомогательных рабочих» таблица 9.
Таблица 9 Ведомость вспомогательных рабочих
1.4.4 Расчёт фонда заработной платы вспомогательных рабочих
При расчёте себестоимости выпускаемой продукции и составлении смет затрат фонд заработной платы вспомогательных рабочих определяется по профессиям, что вызвано необходимостью распределять заработную плату по различным калькуляционным статьям. Тарифный фонд оплаты труда вспомогательных рабочих, в этом случае, определяется отдельно для каждой профессии по формуле:
ФОТтар.в.р.i= Cч.т i × Тэф.раб .
ФОТтар.в.р.3=22.531![]() 1560.5=35159.626 руб.
1560.5=35159.626 руб.
ФОТтар.в.р.4=25.374![]() 1560.5=39596.127 руб.
1560.5=39596.127 руб.
ФОТтар.в.р.5=28.915![]() 1560.5=45121.858 руб.
1560.5=45121.858 руб.
Фонд основной заработной платы, а также фонд дополнительной заработной платы определяются таким же образом, что и для основных рабочих.
Результаты расчёта количества вспомогательных рабочих и фонда их заработной платы сводятся в "Ведомость фонда оплаты труда вспомогательных рабочих" (таблица 10).
Таблица 10 Ведомость фонда оплаты труда вспомогательных рабочих
| Профессия | Разряд | Количество (занятость), чел. | ФОТОСН.,руб. | ФОТДОП.,руб. | ФОТОБЩ.руб. | ФОТОБЩ., с учётом занятости,руб. | |
| Наладчики многошпиндельных автоматов,ЧПУ | 5 | 1(0,6) | 54146,23 | 8121.935 | 62268.165 | 37360.899 | |
| Наладчики простого оборудования | 4 | 3(0.926) | 142546.056 | 21381.909 | 163927.965 | 151797.296 | |
| Слесари по обслуживанию оборудования | 4 | 1(1.1) | 47515.352 | 7127.303 | 54642.655 | 60106.921 | |
| Станочники по ремонту оборудования | 4 | 2(1.13) | 95030.704 | 19006.141 | 114036.845 | 128861.635 | |
| Слесари по ремонту оборудования | 4 | 1(1.1) | 47515.352 | 7127.303 | 54642.655 | 60106.921 | |
| Электромонтёры | 4 | 1(1.44) | 47515.352 | 7127.303 | 54642.655 | 78685.423 | |
| Станочники ПРИН | 4 | 1(0.3) | 47515.352 | 7127.303 | 54642.655 | 16392.797 | |
| Слесари ПРИН | 4 | 1(0.317) | 47515.352 | 7127.303 | 54642.655 | 17321.722 | |
| Транспортные рабочие | 3 | 1(0.63) | 42191.551 | 6328.733 | 48520.284 | 30567.779 | |
| Контролёры | 3 | 2(0.792) | 84383.102 | 16876.62 | 101259.722 | 80197.699 | |
| Кладовщики ИРК | оклад | 1(0.543) | 36000 | 5400 | 41400 | 22480.2 | |
| Кладовщики производственных складов | оклад | 1(0.238) | 37440 | 5600 | 43056 | 10247.328 | |
| Подготовители | оклад | 1(0.76) | 33120 | 4968 | 38080 | 28946.88 | |
| Уборщики | оклад | 1(0.42) | 28800 | 4320 | 33120 | 13910.4 | |
| Итого: | 18(9.196) | 791234.403 | 127639.853 | 918882.257 | 736983.9 |
Похожие работы





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев