Навигация
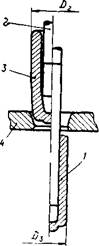
Изготовление торцовой насадной фрезы
32323
знака
1
таблица
3
изображения
Федеральное агентство по образованию
Пензенский колледж управления
и промышленных технологий им. Е.Д. Басулина
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине
«ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
ПКУПТ 4.407.151001.05.1.21
2008
Введение
При изготовлении машин, двигателей, приборов, станков широко применяют обработку металлов резанием. Обработка резанием на металлорежущих станках или вручную невозможна без применения необходимых для этого орудий труда – режущих инструментов.
Качество режущего инструмента характеризуется его надежностью, т.е. его способностью безотказно работать согласно своему назначению, сохраняя при этом предусмотренные техническими условиями показатели. К таким показателям относятся размерная и геометрическая точность, стойкость. Характеризует качество режущего инструмента. Стойкость режущего инструмента – это способность длительное время работать между двумя переточками. Чем больше будет это время, тем выше качество такого инструмента.
Производство режущих инструментов на современном уровне требует соответствующей подготовки специалистов – инструментальщиков. Подготовка специалистов среднего звена – техников – инструментальщиков – сосредоточена в инструментальных техникумах.
При выполнении курсового проекта мы научимся:
1. проектировать тех. процессы режущего инструмента;
2. выбирать операционные припуски;
3. рассчитывать общие припуски;
4. выбирать базы;
5. выбирать оборудование;
6. выбирать приспособление (технологическую оснастку)
7. рабочий режущий инструмент
8. заполнять технологическую документацию
9. рассчитывать технологическую себестоимость обработки, рассчитав предварительно режимы резания на нужные операции и нормы штучного времени.
1. Основной раздел
1.1 Конструкция и служебное назначение изготавливаемой детали
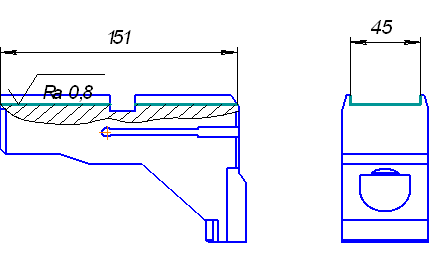
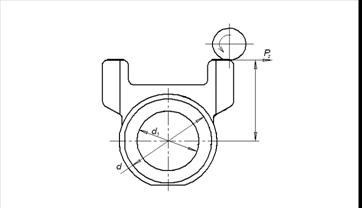
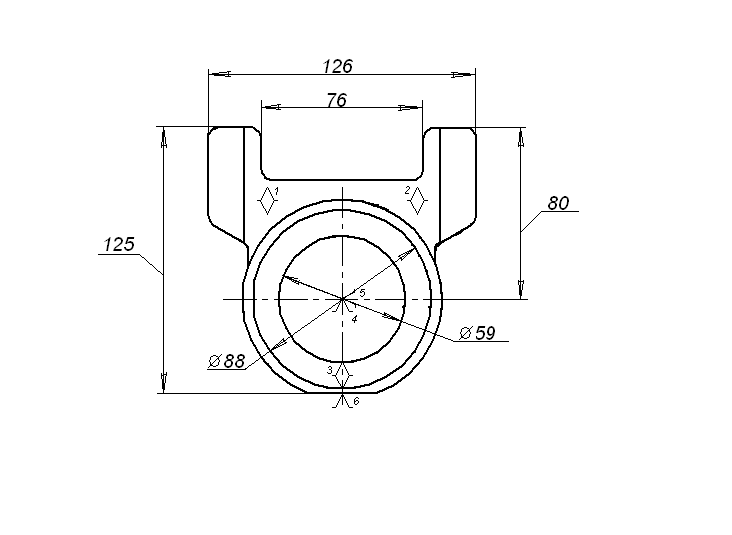
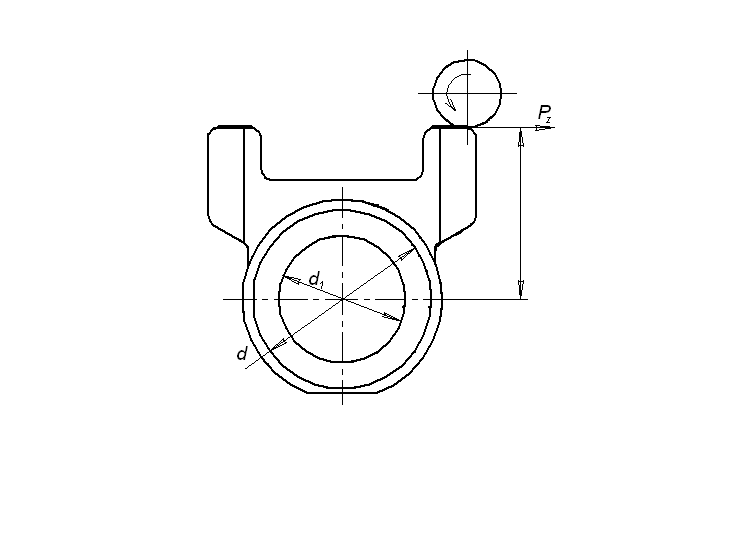
Фрезы – многолезвийный инструмент, применяющийся на фрезерных станках для обработки плоских и фасонных поверхностей, фрезерования уступов, плоскостей и пазов в деталях из различных сталей, алюминиевых сплавов, меди, легких и цветных металлов и сплавов. В курсовом проекте проектируется и рассчитывается фреза торцовая насадная диаметром 63 мм и шириной В=40 мм. Данная фреза изготовляется двух типов: тип I – фрезы торцовые насадные с мелким зубом и тип II – фрезы торцовые насадные с крупным зубом. Моя фреза относится ко второму типу. Число зубьев Z=8. Для улучшения равномерности фрезерования и отвода стружки фреза имеет винтовые стружечные канавки с углом наклона W=35–400. В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем – леворежущими. небольшое количество зубьев на фрезах улучшает условия для отвода стружки и повышает виброустойчивость фрез. Для дополнительного увеличения виброустойчивости фрез по соглашению с потребителем фрезы изготавливаются с неравномерным окружным шагом зубьев.
Геометрические параметры режущих кромок фрезы, изготавливаемой в централизованном порядке: передний угол в нормальном сечении к режущей кромке на цилиндре jn=150, на торце jт=120; задний угол в сечении перпендикулярном к оси фрезы, α=140; задний угол в сечении к режущей кромке на торце α1=80.
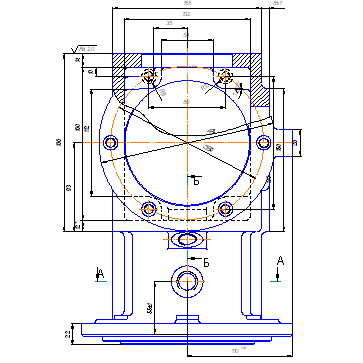
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев фрез Ø63–80 мм – не более 0,03 мм.
Фреза изготавливается из стали Р6М5 по ГОСТ 19265–73.
При фрезеровании углеродистых и легированных сталей и чугуна
рекомендуется применять фрезы из быстрорежущей стали марок Р12 и Р6М3 по ГОСТ 9373 – 60 и Р0М5 по ЧМТУ 1–865–70 с твердостью после термообработки HRC62–65. Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9412–70. Основные размеры по ГОСТ 9304–69. Технические требования по ГОСТ 1695–67.
1.2 Анализ технологичности детали
Одним из эффективных путей решения задач при проектировании является внедрение принципов технологичности конструкции. Под этим термином понимают такое проектирование, которое при соблюдении всех эксплуатационных качеств обеспечивает минимальную трудоемкость изготовления, материалоемкость и себестоимость, а так же возможность быстрого освоения выпуска изделий в заданном объеме с использованием современных методов обработки и сборки.
Технологичность – важнейшая техническая основа, обеспечивающая использование конструкторских и технологических резервов для выполнения задач по повышению технико-экономических показателей изготовления и качества изделий. Работа по улучшению технологичности должна производиться на всех стадиях проектирования и освоения в производстве выпуск изделий.
Технологичность конструкций деталей обуславливается:
А) рациональным выбором исходных заготовок и материалов;
Б) технологичностью форм деталей;
В) рациональной постановкой размеров;
Г) назначением оптимальной точности размеров, формы и взаимного расположения поверхностей, параметров шероховатости и технических требований.
Технологичность деталей зависит от типа производства, а так же от условий работы детали и сборочных единиц в изделии и условий ремонта.
2. Специальный раздел
2.1 Характеристика заданного типа производства
Тип производства для изготовления фрезы торцовой насадной с годовой программой выпуска ![]() , будет являться серийное производство.
, будет являться серийное производство.
Серийным производством называется такое производство, в котором изделия изготовляются партиями, регулярно повторяющимися через определенный промежуток времени. Серийное производство в инструментальной промышленности организуется для изготовления изделий одного вида. При этом номенклатура может доходить до нескольких сотен типоразмеров. В данном типе производства применяются станки общего назначения, которые располагаются в цехах по типам (группа токарных станков, фрезерных, сверлильных и т.д.). Для этого выделяются участки в цехах с замкнутым циклом обработки изделий одного вида.
2.2 Выбор способа получения заготовки
Правильный выбор заготовок и соответствующая их подготовка для механической обработки являются весьма важными технико-экономическими вопросами.
При решении этого вопроса надо стремиться к тому, чтобы форма и размеры исходной заготовки были максимально близки к форме и размерам детали. Но повышение точности размеров заготовки и получение ее более сложной формы чаще всего приводит к увеличению себестоимости, особенно в мелкосерийном и единичном производствах.
На выбор способа получения исходной заготовки влияют следующие факторы:
1. вид материала
2. его физико-механические свойства
3. объем выпуска изделий и тип производства
4. размеры и форма изделия
5. характер применяемого на проектируемом участке оборудования (универсальное или специальное)
6. производственные возможности заготовительных цехов завода (кузнечного, литейного, сварочного и т.п.)
в машиностроении в зависимости от номенклатуры изделий и характера производства применяют исходные заготовки в виде прутков круглого, прямоугольного, квадратного сечений профильного и периодического проката, толстостенных бесшовных труб; горячекатаных и холоднокатаных листов и полос; поковок, получаемых методам свободной ковки, ковки в штампах, чеканки, ротационного обжатия; отливок из стали, серого, ковкого, высокопрочного и антифрикционного чугунов и цветных металлов, получаемых литьем в земляные формы из быстротвердеющих смесей, в металлические
формы (кокили), по выплавляемым моделям, в корковые или оболочковые формы и т.п.; сварных заготовок для режущего инструмента и для корпусов машин, приборов и приспособлений; пластин из быстрорежущей стали и твердых сплавов.
Изготовление режущего инструмента целесообразно производить из поковок, а не из сортовой горячекатаной стали, вследствие улучшения структуры – более равномерного распределения карбидов и размельчения их. Ковку в штампах выгодно производить в условиях серийного производства при изготовлении изделий, имеющих сложное очертание, например зуборезных долбяков, угловых фрез и пр.
Похожие работы
... методы обработки поверхностей и разработать групповой технологический маршрут. 2.3.1 Разработка комплексной детали Для разработки группового технологического маршрута необходимо спроектировать комплексную деталь - такую виртуальную деталь, которая содержала бы все конструктивные элементы деталей группы "Кулачки". В нашем случае группа включает 3 детали: Кулачок 02-7016-7704; Кулачок 02-7016 ...
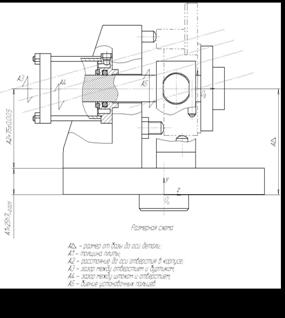
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...
бронебойных и бетонобойных, а также фугасных снарядов, часто с особо прочной головкой (обычно крупного калибра). Для изготовления корпусов бетонобойных и фугасных снарядов применяются хромистые стали марок С-45Х, С-50Х, 45X1, 46X1, 45X3 и другие. Хром, будучи карбидообразователем и растворяясь в значительном количестве в феррите, повышает прочность стали и улучшает ее прокаливаемость. Применение ...
0 комментариев