Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
Аннотация
Целью дипломного проекта является разработка технологического процесса изготовления корпуса конечного выключателя в условиях серийного производства.
На основе научных исследований рассмотрены вопросы нового метода обработки – высокоскоростной обработки алюминия. Разработан новый полный технологический процесс изготовления корпуса выключателя.
Эффективность внедрения нового технологического процесса изготовления подтверждена экономическим расчетом.
Введение
Цель дипломного проектирования по технологии машиностроения – научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данного проекта является снижение трудоемкости изготовления корпуса выключателя промышленного робота путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе проектируется высокопроизводительное технологическое оборудование, осуществляющее рабочие и вспомогательные процессы без непосредственного участия человека.
Для достижения цели решаются следующие задачи:
1. Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3. Овладение методикой теоретико-экспериментальных исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1. Состояние вопроса
1.1 Анализ служебного назначения детали
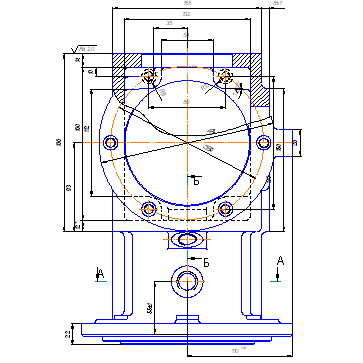
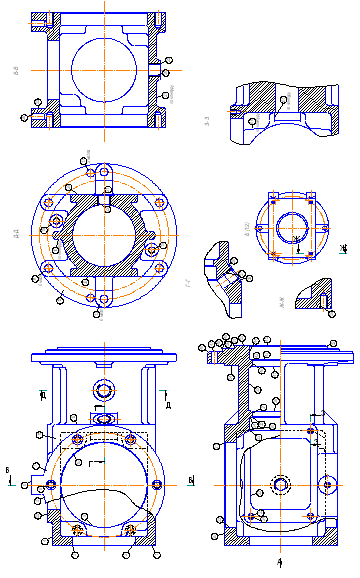
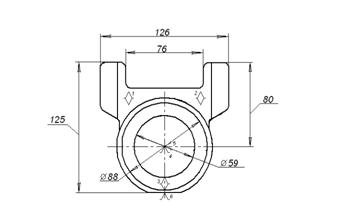
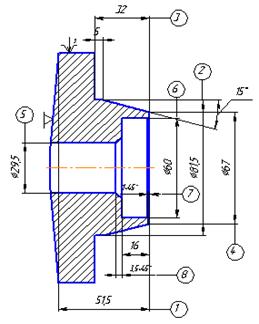
Деталь – корпус выключателя универсального промышленного робота ПР 161/60 расположена в корпусе основания руки и предназначена для ограничения углов поворота осей руки манипулятора и подачи сигнала о нулевом положении осей, а также для расположения на ней контактов замыкания. Работает в условиях частого включения и выключения вращения без применения смазки. Температурные условия – нормальные.
Материал детали – алюминиевый сплав АЛ9–1 ГОСТ 2685–75. Химический состав и механические свойства представлены в табл. 1.1 и 1.2. соответственно.
Таблица 1.1. Химический состав сплава АЛ9–1 ГОСТ 2685–75, %
| Si | Mg | Ti | Be | Mn | Cu | Zn |
| 6–8 | 0.2–0.4 | до 0,15 | до 0,1 | 0.5 | 0.2 | 0.1 |
Таблица 1.2. Механические свойства сплава АЛ9–1 ГОСТ 2685–75
| Временное сопротивление разрыву, sВ, Н/мм2. | Относительное удлинение, d5, %. | Твердость, НВ |
| 230 | 2 – 5 | 75 |
Таблица 1.3
| Вид поверхности | Номер поверхности |
| Основные | 12,13, 3, 8 |
| Вспомогательные | 33, 6 |
| Исполнительные | 17, 25 |
| Свободные | Все остальные |
1.2 Анализ технологичности конструкции детали
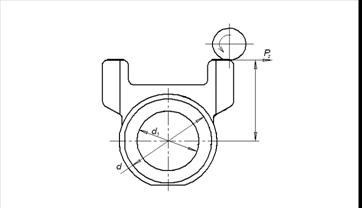
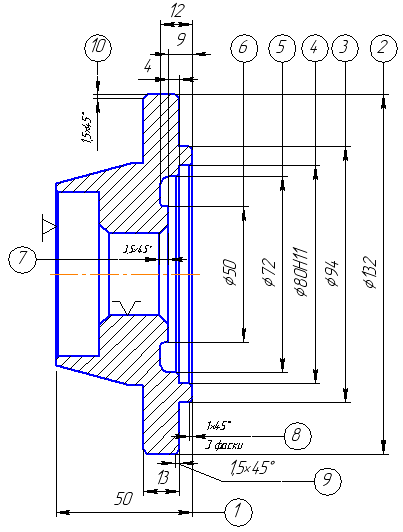
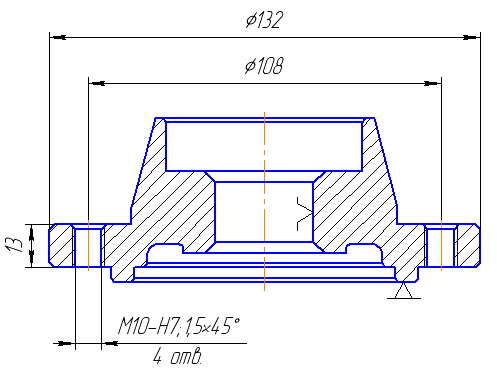
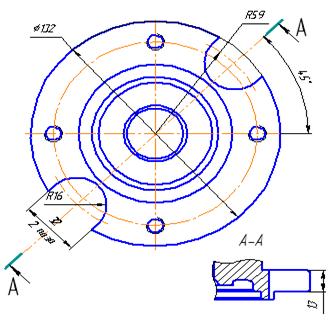
Рабочий чертеж корпуса выключателя содержит необходимую графическую информацию для полного представления о его конструкции. Указаны размеры с их отклонениями, проставлены необходимая шероховатость и допуски формы и расположения поверхностей.
В то же время можно отметить и ряд недостатков:
– на чертеже не указаны отклонения на некоторые свободные поверхности корпуса;
– шероховатость проставлена по старому госту;
– симметричность стенок паза проставлена относительно двух баз;
– отсутствуют технические требования;
– невидимые поверхности показаны штриховыми линиями;
На технологическом чертеже корпуса выключателя сделаны необходимые доработки.
В отношении других поверхностей деталь технологична и позволяет применить производительные методы обработки.
Общую технологичность детали можно определить с помощью коэффициентов:
– коэффициент точности
![]()
где, ТCP – среднее значение точности;
Ti – квалитет i-ой поверхности;
n![]() – число поверхностей
с текущим квалитетом;
– число поверхностей
с текущим квалитетом;
ТCP = 13;
Кточ = 0,92;
– коэффициент шероховатости
![]()
где, ШСР – средняя шероховатость, Ra;
Шi – текущая шероховатость поверхности;
ni – число поверхностей с данной шероховатостью;
ШСР = 6,8;
Кш = 0,85.
Похожие работы
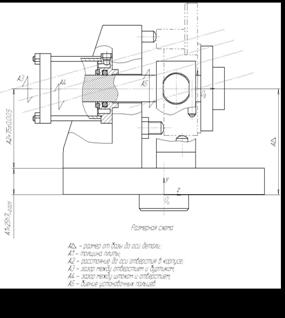
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
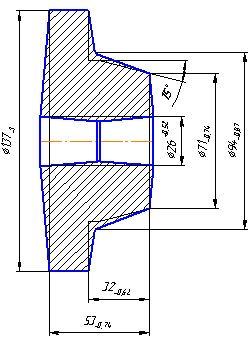
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев