Цели, задачи и характеристики производственной логистики на предприятии
Управление логистической системой на предприятии
Основные системы управления запасами предприятия
Системы контроля за состоянием запасов
Разработка системы управления запасами ОАО «ЭКО»
Обоснование необходимости задела по гидроаккумуляторам
Навигация
Управление логистической системой на предприятии
Совершенствование деятельности промышленного предприятия по управлению производственными запасами на принципах логистики на примере ОАО "ЭКО"
70872
знака
2
таблицы
3
изображения
1.3 Управление логистической системой на предприятии
Быстрое развитие информационных технологий позволило автоматизировать управленческий процесс логистического менеджмента на предприятии за счет использования современного программного обеспечения, который позволяет контролировать процесс, начиная от закупок материалов через производство к распределению и заканчивая продажей готовой продукции.
При управлении материальными потоками в рамках внутрипроизводственных логистических систем используют два основных способа: толкающий и тянущий.
Толкающая система представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Материальный поток «выталкивается» получателю по команде, поступающей на передающее звено из центральной системы управления производством.
Толкающие модели управления потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым применением компьютерной техники. Внедрение программных продуктов позволило компаниям согласовывать и оперативно корректировать планы и действия всех подразделений предприятия: снабженческих, производственных и сбытовых, с учетом постоянных изменений в реальном масштабе времени. Использование программного обеспечения позволило существенно сократить рабочее время на принятие и выполнение управленческих решений.
Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое, тем не менее имеют естественные границы своих возможностей. Параметры «выталкиваемого» на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и технологическое обеспечение.
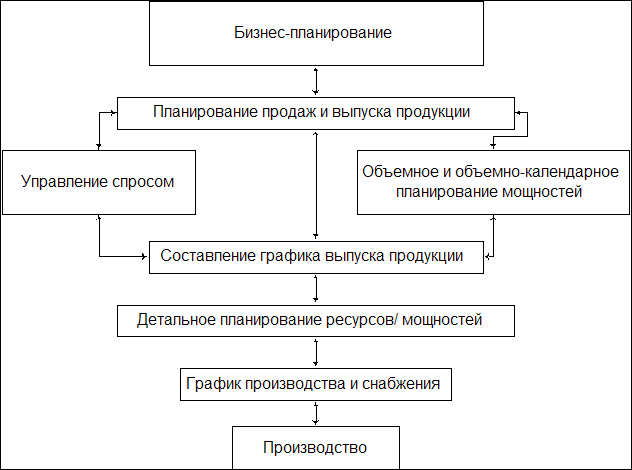
На практике применяются различные варианты толкающих систем, известные под названием «системы MRP - Material Requirement Planning». Основная идея MRP систем состоит в том, что любая учетная единица материалов или комплектующих, необходимых для производства изделия, должна быть в наличии в нужное время и в нужном количестве.
В каких случаях использование MRP систем является целесообразным?
Прежде всего, необходимо заметить, что MRP системы разрабатывались для использования на производственных предприятиях. Если предприятие имеет дискретный тип производства (сборка на заказ, изготовление на заказ, изготовление на склад, серийное и т.д.), т.е. когда для выпускаемых изделий имеется ведомость материалов и состав изделия, то использование MRP системы является логичным и целесообразным.
Успешное внедрение MRP возможно с приемлемой вероятностью только при наличии определенных характеристик производственной системы. К этим характеристикам относятся:
• наличие эффективной компьютерной системы;
• точная информация о спецификациях продуктов и состоянии запасов на предприятии для готовых продуктов и их компонентов, материалов и сырья;
• ориентация на производство дискретных продуктов, производимых из сырья, деталей, узлов и сборочных единиц, проходящих в процессе своего изготовления многие операции;
• наличие производственных процессов с продолжительными циклами обработки;
• относительно надежно устанавливаемые длительности производственных и закупочных циклов;
• главный календарный план, фиксируемый на период времени, достаточный для заказа материалов без излишней спешки и путаницы;
• поддержка и участие верхних уровней управления предприятием в процессе внедрения системы.
MRP-системы нет смысла широко использовать там, где есть равномерный спрос, большие размеры партий материалов и изготавливаемых номенклатурных позиций. С такими задачами неплохо справляются традиционные системы, например системы управления запасами по точке заказа. MRP проявляет все свои положительные свойства в системах с высокой вариабельностью размеров заказов и номенклатурных требований. Основным недостатком «толкающих» MRP систем является необходимость создания и поддержания значительных буферных запасов между производственными подразделениями и этапами технологического цикла.
Тянущая система представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости.
Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи.
Преимущества тянущей системы:
- отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса;
- замена политики продажи произведенных товаров политикой производства продаваемых товаров;
- задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу;
- снижение оптимальной партии ресурсов, снижение партии обработки;
- выполнение заказов с высоким качеством;
- сокращение всех видов простоев и нерациональных внутризаводских перевозок.
Для того, чтобы понять механизм функционирования тянущей системы, рассмотрим пример:
Допустим, предприятие получило заказ на изготовление 10 ед. продукции. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха №1. Передав из своего запаса 10 деталей, цех №1 с целью восполнения запаса заказывает у цеха №2 10 заготовок. В свою очередь, цех №2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества также с целью восстановления запаса. Таким образом, материальный поток "вытягивается" каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления.
Свой вклад в развитие мировой логистической системы внесла Япония, которая разработала и применила впервые в мире прогрессивную логистическую концепцию "just in time" - JIT (точно в срок) и внутрипроизводственную систему KANBAN.
Термин «точно в срок» (just-in-time - JIT) используется по отношению к промышленным системам, в которых перемещение изделий в процессе производства и поставки от поставщиков тщательно спланированы во времени - так, что на каждом этапе процесса следующая (обычно небольшая) партия прибывает для обработки точно в тот момент, когда предыдущая партия завершена. Отсюда и название just-in-time (точно в срок, только вовремя). В результате получается система, в которой отсутствуют любые пассивные единицы, ожидающие обработки, а также простаивающие рабочие или оборудование, ожидающие изделия для обработки.
На то, что JIT была разработана именно в Японии, вероятно, повлиял факт, что Япония является перенаселенной страной с очень ограниченными природными ресурсами. Неудивительно поэтому, что японцы очень чувствительны к пустым тратам материалов, времени и средств, и к неэффективности труда. Они расценивают брак и исправления дефектов как необоснованные затраты, а запасы - как зло, потому что они занимают пространство и связывают ресурсы.
В сущности, JIT представляет собой определенную философию, которая охватывает каждый аспект производственного процесса, от разработки до продажи изделия и послепродажного обслуживания. Эта философия стремится к созданию системы, которая хорошо функционирует с минимальным уровнем материальных запасов, минимальным пространством и минимальным делопроизводством. Это должна быть система, которая не поддается сбоям и нарушениям и является гибкой (в том, что касается изменений ассортимента изделий и объема производства). Конечная цель состоит в том, чтобы получить сбалансированную систему с плавным и быстрым потоком материалов через систему.
Компании, использующие подход JIT обычно имеют значительное преимущество перед своими конкурентами, которые используют более традиционный подход. У них ниже стоимость производства, меньше брака, выше гибкость и способность быстро предоставлять на рынок новые или усовершенствованные товары.
На практике к тянущим внутрипроизводственным логистическим системам относят систему "KANBAN" (в переводе с японского - карточка), разработанную и реализованную фирмой "Тайота" (Япония).
Система «KANBAN» не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок, а также высокую ответственность персонала, так как центральное регулирование внутрипроизводственного логистического процесса ограничено.
Сущность системы КАНБАН заключается в том, что на все производственные участки завода, включая линии конечной сборки, строго по графику поставляется именно то количество сырья, материалов, комплектующих деталей и узлов, которое действительно необходимо для ритмичного выпуска точно определенного объема продукции. Средством для передачи приказа о поставке определенного количества конкретных изделий служит сигналом – ярлык в виде специальной карточки в пластиковом конверте. При этом используется карточка отбора и карточка производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке. Эти карточки циркулируют как внутри завода, так и между многочисленными фирмами поставщиками. Они содержат информацию о количестве необходимых деталей, обеспечивая тем самым функционирование производства по системе точно во время.
Например, необходимые детали (а) и (в) изготовлены на предшествующем участке и складированы рядом с конвейером вместе с сопровождающими их карточками заказа КАНБАН, на основании которых они были изготовлены для сборки А, В и С. Автопогрузчик подается к станочной линии, чтобы взять изготовленные детали (а) и (в) с приклеенными к ним карточками отбора КАНБАН. На месте складирования рабочий загружает деталей столько, сколько указано в карточке отбора, снимая при этом карточки производственного заказа, которые остаются в месте складирования деталей у поточной линии, показывая количество взятых деталей. Они информируют о заказе на изготовление новых деталей.
Реализация системы КАНБАН предполагает, чтобы до фактического начала производственного процесса до всех участков был доведен общий производственный план. Корректировка сводного плана производится еженедельно.
Система КАНБАН позволяет выпускать продукцию высокого качества с минимальными затратами. Это существенно повышает ее конкурентоспособность, особенно на внешних рынках. Рост производительности труда на предприятиях японской промышленности во многом обязан не столько внедрению новых технологий и использованию большого числа роботов, сколько хорошо продуманным методам управления производством и снабжением.
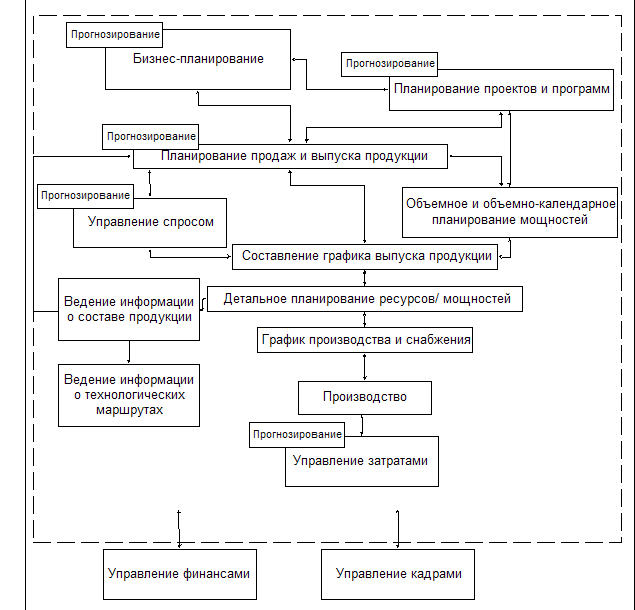
Одним из наиболее удачных примеров синтеза в производстве продукции ключевых элементов MRP и KANBAN на основе современных информационно-компьютерных технологий явилась разработанная в начале 1980-х годов микрологистическая система «Optimized Production Tehnology» — ОРТ (оптимизированная производственная технология).
Система ОРТ относится к классу «тянущих» микрологистических систем, интегрирующих процессы снабжения и производства. Основным принципом работы этой системы является выявление в производственном процессе так называемых «узких» мест (в оригинале — критических ресурсов). Многие специалисты считают ОРТ компьютеризированной версией KANBAN с той разницей, что система ОРТ препятствует возникновению узких мест в логистической сети «снабжение - производство», а система KANBAN позволяет эффективно устранять уже возникшие узкие места. В системе ОРТ осуществляется автоматизированное оперативно-производственное планирование и диспетчеризация. Компьютерный расчет производственных расписаний выполняется на смену, день, неделю и т.д. Решаются также задачи контроля отгрузки запасов готовой продукции потребителям, поиска альтернативных ресурсов, выдачи рекомендаций по полноценным заменам в случае отсутствия необходимых материальных ресурсов. При формировании графика производства используются критерии: степень удовлетворения потребности производства в ресурсах, эффективность использования ресурсов, средства, иммобилизированные в незавершенном производстве.
В процессе управления материальными потоками пользователь может получать следующие выходные параметры: «График производства», «Потребность в материальных ресурсах», «Ежедневный отчет мастера цеха (отдела)», «График доставки материальных ресурсов к рабочим местам», «Отчет о производстве заказанной продукции», «Состояние складского запаса» и ряд др.
Эффект системы ОРТ с логистических позиций заключается в снижении производственных и транспортных издержек, уменьшения запасов незавершенного производства, сокращении времени производственного цикла, снижении потребности в складских и производственных площадях, повышения ритмичности отгрузки готовой продукции потребителям.
Похожие работы

... Сданные в бухгалтерию инвентаризационные описи должны тщательно проверяться и затем после проверки выводится результат инвентаризации. 4. Применение методов управления запасами в целях повышения экономической эффективности системы материально-технического снабжения предприятия 4.1 Регулирование параметров логистической концепции «точно в срок» на основе методов оценки надежности процесса ...

... в области продвижения на рынок, внутрифирменного развития, относящегося к рыночной деятельности фирмы. Для успешного функционирования на рынке современными предприятиями используются инструменты, позволяющие проводить эффективную маркетинговую политику. Инструменты маркетинговой политики включают в себя весь комплекс мер и действий, направленных на то, чтобы повлиять на участников рынка и ...
... стоимости оборотных средств либо сокращение величины оборотных средств при неизменном объеме реализованной продукции. Благодаря мероприятиям, которые ООО «РМЗ-НКНХ» провело в 2009 году по улучшению эффективности использования по улучшению эффективности использования оборотных средств, предприятие добилось значительных результатов, т.е. в 2009 году по сравнению с 2008 г. произошел рост объема ...
... ресурсов, снижение непроизводительных расходов и запасов, повышение производительности труда, качества продукции, внедрение новых форм управления и организации производства. 3. АВТОМАТИЗАЦИЯ РАБОТЫ ЭКОНОМИЧЕСКИХ СЛУЖБ НА ОАО “ВСЗ” 3.1. Построение автоматизированной системы планирования производственных ресурсов Необходимость планирования обусловлена тем, что основная масса задержек в ...
0 комментариев