ОБЩИЕ СВЕДЕНИЯ О ПРЕДПРИЯТИИ
Характеристика предприятия, как источника загрязнения окружающей природной среды
Влияние КНГКМ на окружающую природную среду (по результатам анализов)
ОЧИСТКА ПРИРОДНОГО ГАЗА ОТ СОЕДИНЕНИЙ СЕРЫ
Производство и хранение серы
Предлагаемая технологическая схема очистки природных газов КНГКМ от кислых газов
Контроль за загрязнением атмосферного воздуха на территории КНГКМ
РАСЧЕТ ДВУХСТУПЕНЧАТОЙ АБСОРБЦИОННОЙ КОЛОННЫ
Движущая сила массопередачи
Скорость газа и диаметр абсорбера
Расчет коэффициентов массоотдачи
Поверхность массопередачи и высота первой и второй ступени абсорбера
Конструкции колонных аппаратов
Механизм превращения сероводорода в элементарную серу
Технологическая схема переработки концентрированных кислых газов
Реактор доочистки отходящих газов
РАСЧЕТ ОБЪЕМОВ ВЫБРОСОВ ВРЕДНЫХ ВЕЩЕСТВ В АТМОСФЕРУ
Расчет ущерба от загрязнения атмосферы
Навигация
РАСЧЕТ ДВУХСТУПЕНЧАТОЙ АБСОРБЦИОННОЙ КОЛОННЫ
Разработка предложений по очистке природного газа и переработки кислых газов с получением товарной продукции (серы) (на примере Карачаганакского месторождения)
150275
знаков
13
таблиц
23
изображения
3. РАСЧЕТ ДВУХСТУПЕНЧАТОЙ АБСОРБЦИОННОЙ КОЛОННЫ
3.1 Исходные данные к расчету параметров абсорбционной колонны
1) Общая производительность установки по газу при н.у. V0 = 63,4 м3/сек (4 колонны).
Производительность одной абсорбционной колонны V0 = 15,85 м3/сек.2) Концентрация Н2S в газе
Для первой ступени:
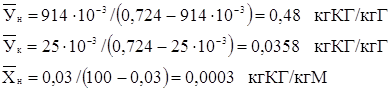
на входе yнI = 914 ∙ 10-3 кг/м3
на выходе yкI = 25 ∙ 10-3 кг/м3
Для второй ступени:
на входе yнII = 25 ∙ 10-3 кг/м3
на выходе yкII = 0,015 ∙ 10-3 кг/м3
3) Содержание примесей в поглотителе:
хнI = 3% (масс.) – для первой ступени
хнII = 0,5% (масс.) – для второй ступени
4) Абсорбция изотермическая
средняя температура потоков в абсорбере t = - 45 оС
5) Давление газа на входе в абсорбер для обеих ступеней Р = 2 МПа
6) Плотность газа при t = 20 оС, ρ = 0,846 кг/м3
при н.у. ρ0 = 0,724 кг/м3
3.2 Устройство абсорбционного насадочного аппарата
Аппараты, в которых осуществляются абсорбционные процессы, называют абсорберами. Как и другие процессы массопередачи, абсорбция протекает на поверхности раздела фаз. Поэтому абсорберы должны иметь развитую поверхность соприкосновения между жидкостью и газом. По способу образования этой поверхности абсорберы можно условно разделить на следующие группы: 1) поверхностные и пленочные; 2) насадочные; 3) барботажные (тарельчатые); 4) распыливающие.
Следует отметить, что аппараты большинства конструкций весьма широко применяются и для проведения других массообменных процессов.
Предлагаемая насадочная колонна получила широкое распространение в промышленности в качестве абсорбера. Основными достоинствами насадочных колонн являются простота устройства и низкое гидравлическое сопротивление, дешевизна и относительно длительный контакт фаз.
Основными узлами насадочных аппаратов в соответствии с рисунком 11 являются приспособления (1), распределяющие жидкость по насадке, насадочные тела (2), перераспределители жидкости (3) и опорные решетки (4).
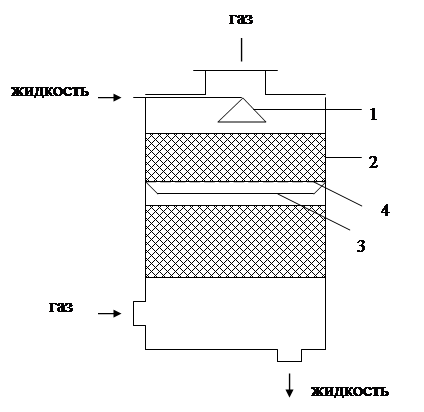
1 – распределитель жидкости; 2 – насадки; 3 – перераспределитель жидкости; 4 – опорные решетки
Рисунок 8. Насадочный абсорберДля того, чтобы насадка работала эффективно, она должна удовлетворять следующим основным требования: 1) обладать большой поверхностью в единице объема; 2) хорошо смачиваться орошающей жидкостью; 3) оказывать малое гидравлическое сопротивление газовому потоку; 4) равномерно распределять орошающую жидкость; 5) быть стойкой к химическому воздействию жидкости и газа, движущихся в колонне; 6) иметь малый удельный вес; 7) обладать высокой механической прочностью; 8) иметь невысокую стоимость.
Насадок, полностью удовлетворяющих всем требованиям, не существует, так как, например, увеличение удельной поверхности насадки влечет за собой увеличение гидравлического сопротивления аппарата и снижение предельных нагрузок. В промышленности применяют разнообразную по форме и размерам насадки /19, 21/, которые в той или иной мере удовлетворяют требованиям, являющимся основными при проведении конкретного процесса абсорбции. Насадки изготавливают из разнообразных материалов (керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью.
3.3 Расчет первой и второй ступени абсорбционной колонны
Геометрические размеры колонного массообменного аппарата определяются в основном поверхностью массопередачи, необходимой для проведения данного процесса, и скоростями фаз.
Поверхность массопередачи может быть найдена из основного уравнения массопередачи /19/.
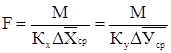
(3.1)
где Кх, Ку – коэффициенты массопередачи соответственно по жидкой и газовой фазе кг/(м2 ∙ с).
3.3.1 Масса поглощаемого вещества и расход поглотителя
Массу кислых газов (КГ), переходящих в процессе абсорбции из газовой смеси (Г) в поглотитель за единицу времени, находят из уравнения материального баланса:
![]() (3.2)
(3.2)
![]() где L, G – расходы соответственно чистого поглотителя и инертной части газа, кг/с;
где L, G – расходы соответственно чистого поглотителя и инертной части газа, кг/с; ![]() - начальная и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; - начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ.
- начальная и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; - начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ.
Выразим составы фаз, нагрузки по газу и жидкости в выбранной для расчете размерности.
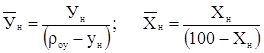 (3.3)
(3.3)
где ρоу = 0,724 кг/м3 – средняя плотность природного газа при нормальном условии.
Получим:
Конечная концентрация примесей в поглотителе ![]() обуславливает его расход (который, в свою очередь, влияет на размеры как абсорбера, так и десорбера), а также часть энергетических затрат, связанных с перекачиванием жидкости и ее регенерацией. Поэтому
обуславливает его расход (который, в свою очередь, влияет на размеры как абсорбера, так и десорбера), а также часть энергетических затрат, связанных с перекачиванием жидкости и ее регенерацией. Поэтому ![]() выбирают исходя из оптимального расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin /21/. В этом случае конечную концентрацию
выбирают исходя из оптимального расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin /21/. В этом случае конечную концентрацию ![]() определяют из уравнения материального баланса, используя данные по равновесию, в соответствии с рисунком.
определяют из уравнения материального баланса, используя данные по равновесию, в соответствии с рисунком.
![]() (3.4)
(3.4)
В данном случае линия равновесия показывает связь между концентрациями распределенного вещества в фазах и выражается уравнением прямой
![]()
т.к. Р = const и t = const /19, 21/.
Из уравнения (3.4) следует:
![]()
где ![]() - концентрация Н2S в жидкости (метаноле), равновесная с газом начального состава.
- концентрация Н2S в жидкости (метаноле), равновесная с газом начального состава.
Уравнение прямой, выражающее зависимость между рабочими концентрациями, называемое рабочей линией процесса, находится из уравнения материального баланса /19, 21/.
![]() (3.5)
(3.5)
Интегрируя уравнение (3.5) в пределах от начальных до конечных концентраций ![]() и
и ![]() , получим
, получим
![]() (3.6)
(3.6)
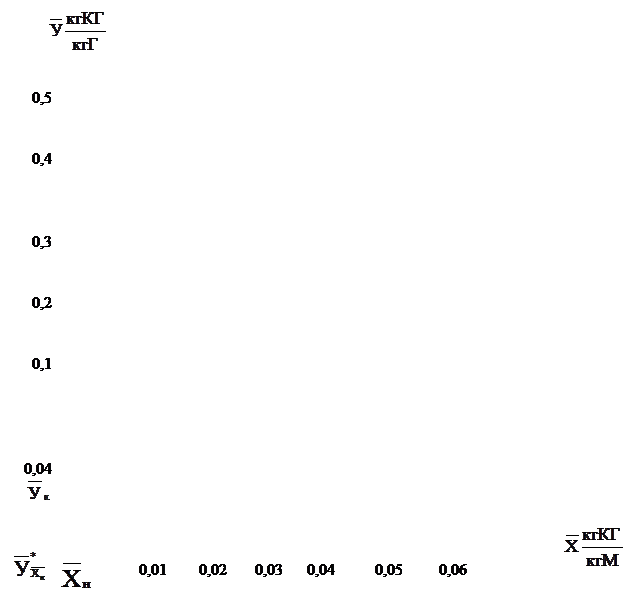
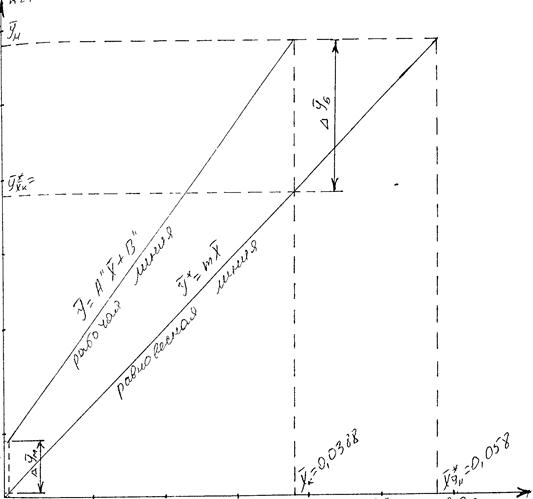
Рисунок 9. Зависимость между содержанием кислых газов (Н2S) в природном газе ![]() и поглотителем метанолом
и поглотителем метанолом ![]() при минус 45оС.
при минус 45оС.
Из уравнения (3.6) получим соотношения между весовыми потоками распределяющих фаз:
 (3.7)
(3.7)
![]()
![]()
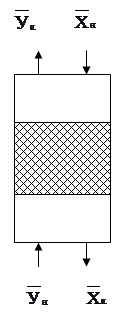
Рисунок 10. Схема распределения концентрации в газовом и жидкостном потоках в абсорбере
Интегрируя уравнение (3.5) в пределах от начальных до текущих ![]() и
и ![]() , получим:
, получим:
![]()
откуда:
 (3.8)
(3.8)
Или
![]() (3.9)
(3.9)
где ![]() - удельный расход одной из определяющих фаз.
- удельный расход одной из определяющих фаз.
Аналогичным путем для противоточного (течения) взаимодействия фаз может быть получено уравнение:
![]() (3.10)
(3.10)
где
Из уравнений (3.9) и (3.10) следует, что концентрация распределяемого вещества в фазах G и L связана линейной зависимостью. Поэтому удобно процессы массообмена представлять графически в координатах ![]() , т.е. в виде зависимости между так называемыми рабочими концентрациями /21/.
, т.е. в виде зависимости между так называемыми рабочими концентрациями /21/.
Расход инертной части газа:
G = V0(1 – уоб)(у0у – ун) (3.11)
где уоб – объемная доля Н2S в природном газе, равная

![]() где v0 – объем 1 моля воздуха, равная 22,4 · 10-3 м3/моль;
где v0 – объем 1 моля воздуха, равная 22,4 · 10-3 м3/моль;
– молярная масса Н2S, равная 32 · 10-3 кг/моль
Тогда
G = 15,85 (1 – 0,602)(0,724 – 0,914) = 1,199 кг/с
Производительность абсорбера по поглощаемому компоненту
![]() (3.12)
(3.12)
Расход поглотителя (метанола) равен:
 (3.13)
(3.13)
Тогда соотношение расходов фаз, или удельный расход поглотителя составит:
![]()
Масса поглощаемого вещества и расход поглотителя на вторую ступень определяется по формулам, приведенным выше:

Все кинетические закономерности, использованные для расчета конечной концентрации примесей в поглотителе для первой ступени абсорбции, сохраняются для расчета конечной концентрации примесей во второй ступени абсорбции. В этом случае для определения конечной концентрации используют данные по равновесию по рисунку 14 и находят по уравнению (3.4):
![]()
где ![]() - концентрация остаточного Н2S в жидкости (метаноле), равновесная с газом входящего состава.
- концентрация остаточного Н2S в жидкости (метаноле), равновесная с газом входящего состава.
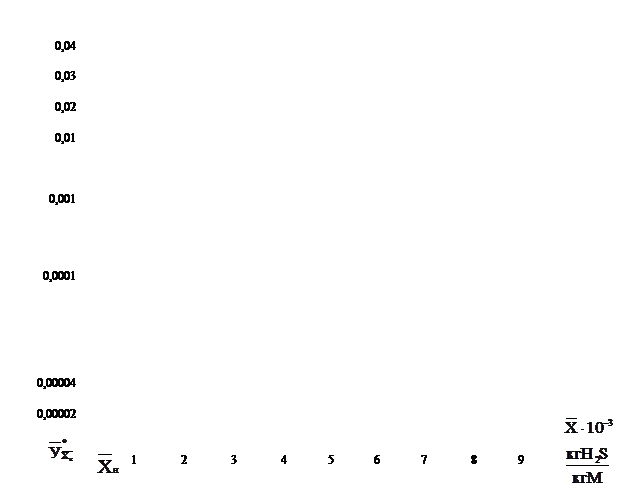
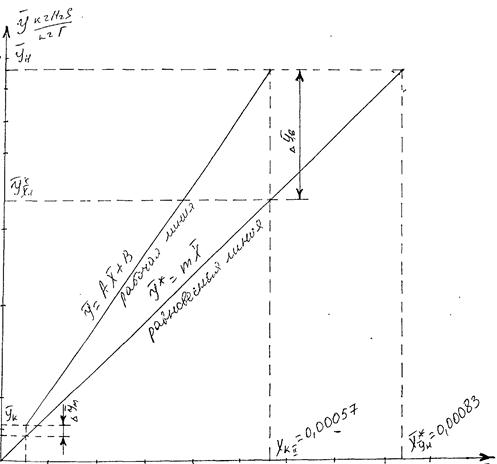
Рисунок 11. Зависимость между Н2S в природном газе ![]() и поглотителем
и поглотителем ![]() при минус 45о для второй ступени абсорбции.
при минус 45о для второй ступени абсорбции.
Расход инертной части газа находят по уравнению (3.11)
G = 15,85 (1 – 0,602)(0,724 – 0,025) = 4,41 кг/с
Производительность абсорбера по поглощаемому компоненту:
![]()
Расход поглотителя:
![]()
Соотношение расходов фаз, или удельный расход поглотителя, составит:
![]()
0 комментариев