Характеристика производственной деятельности
Анализ ритмичности работы предприятия
Анализ основных производственных фондов
Анализ финансовых показателей деятельности
Анализ рентабельности
Анализ дебиторской и кредиторской задолженности
Анализ структуры пассива и актива баланса
Анализ платежеспособности и ликвидности предприятия
Характеристики металлопластиковых труб
Анализ рынка
Инвестиционный план
Операционный план
Навигация
Операционный план
Анализ хозяйственной деятельности ООО "Сибтехмонтаж"
77490
знаков
36
таблиц
18
изображений
3.6 Операционный план
План сбыта. Огромные объемы жилищного и коммерческого строительства в Красноярске и Красноярском крае создает постоянно растущую нишу для металлопластиковых труб. Высокая емкость рынка трубопроводных систем создает предпосылки для удачной реализации проекта. Основными потребителями металлополимерных труб выступают: предприятия ЖКХ, строительные организации, рынки и магазины стройматериалов, специализированные торговые организации.
Маркетинг. Для достижения максимального эффекта необходимо оптимально распределить рекламный бюджет среди различных рекламных носителей. Для профессионалов, по сравнению с потребителями, характерна высокая степень комплексности получения информации из разных источников одновременно. Поэтому для продвижения продукции целесообразно использовать: Интернет рекламу, рекламу в прессе, наружную рекламу, т.к. эти виды рекламы, для информирования по данному типу продукции, имеют хорошее соотношение цены и эффективности.
С учетом высоких темпов расширения WEB-зоны в России, следует ожидать передислокацию позиций в пользу «Интернет».
Ценообразование. Предлагаемые цены ниже аналогичных предложений на рынке, и это создаст предпосылки для быстрого освоения рынка сбыта.
| Продукт | Цена (руб.) |
| DEEPIPE 16 | {19 650} |
| DEEPIPE 20 | {28 900} |
| DEEPIPE 26 | {49 900} |
| DEEPIPE 32 | {75 100} |
Запас готовой продукции планируется 25% от месячного объема продаж.
Проведенный анализ цен в регионе показа, что цена за 1 тыс.п.метр (с НДС) варьируется.
Цены на металлопластиковые трубы, руб.
| Тип трубы | Металлополимер (DEEPIPE) | Liral | Henco | LG Metapol Pipe | Valtec |
| Ø 16 мм | 19,65 | 23,29 | 34,34 | 32,67 | 27,20 |
| Ø 20 мм | 28,90 | 39,28 | 46,24 | 44,55 | 38,08 |
| Ø 26 мм | 49,90 | 52,16 | 85,68 | 69,12 | 68,00 |
| Ø 32 мм | 75,10 | нет | 131,24 | 121,50 | 92,82 |
Таким образом, продукция, производимая комплексом «Металлополимер 5», конкурентоспособна по ценам не только с аналогичной европейской, но даже и с азиатской продукцией.
Производство. Производственная мощность комплекса «Металлополимер5»
| Показатели | Производительность | |||
| Ø 16 мм | Ø 20 мм | Ø 26 мм | Ø 32 мм | |
| Производительность оборудования метр/час, номинальная | 900 | 750 | 525 | 375 |
Фонд рабочего времени. Для обеспечения качества выпускаемой продукции необходим круглосуточный режим работы. С учетом выходных, праздничных дней расчетный годовой фонд рабочего времени планируется 5520 часов (230 рабочих дней)
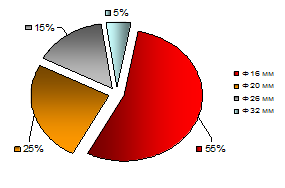
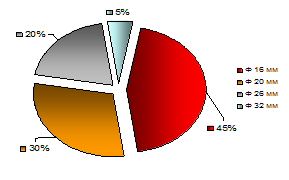
Ассортимент. Статистический анализ продаж и применения труб различных диаметров при комплектации объектов показывает, что наиболее востребованные МПТ Ø 16 и Ø 20 мм. Однако следует отметить тенденцию увеличения спроса на трубы большого диаметра.
Структура спроса на МПТ различного диаметра в регионе 2005 - 2007 год
- замены изношенной фильеры (формирует размер алюминиевой трубы);
- замены рулонов алюминиевой фольги (в случае применения устройства непрерывной подачи фольги необходимость в остановке отпадает;
- необходимости переналадки на другой типоразмер МПТ.
Распределение рабочего времени
| Тип трубы | Ø 16 мм | Ø 20 мм | Ø 26 мм | Ø 32 мм |
| Доля рабочего времени | 0,35 | 0,3 | 0,25 | 0,1 |
Наиболее целесообразно производить трубу недельными циклами, совмещая остановки с профилактическими работами. Такой режим позволит производить трубу со стабильными характеристиками.
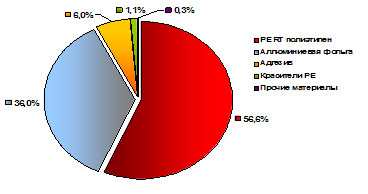
Сырье и материалы. Для производства металлопластиковых труб может использоваться сырье и материалы, как отечественных, так и зарубежных производителей. Предложений сырья много и выбор поставщиков осуществляется производителем МПТ в зависимости от требуемого качества конечной продукции и других рыночных факторов.
Структура затрат на сырье и материалы при производстве МПТ, %
Цены по состоянию на 1/09/2008
| Наименование | Ед. изм. | Цена(EUR) | Поставщик |
| Полиэтилен Dowlex 2388 | кг. | {2,370} | Dow Chemical |
| Алюминиевая фольга 49 мм | кг. | {4,520} | ЗАО «Уральская фольга» |
| Алюминиевая фольга 62 мм | кг | {4,520} | - “ - |
| Алюминиевая фольга 78 мм | кг | {4,520} | - “ - |
| Алюминиевая фольга 100 мм | кг | {4,520} | - “ - |
| Адгезив | кг. | {2,900} | Dow Chemical |
| Краситель AMPASET | кг | {3,170} | МАСТЕРБАТЧ СВ |
| Чернила IR 227 | л. | {150,000} | ДОМИНО |
| Упаковочная пленка 250х0,3 | кг. | {1,490} | |
| Бандажная лента ПП 12х0,6. | метр | {0,008} |
Для производства качественных труб (не уступающих лучшим зарубежным образцам) будет использоваться сырье, рекомендованное ООО «Завод «Металлополимер, т.к. они осуществляет комплексное снабжение сырьем.
Дальнейшая разработка и расчеты инвестиционного проекта производственной линии по изготовлению металлопластиковых труб будет продолжена в дипломном проекте, согласно заявленной теме. Расчеты предполагается произвести с помощью программы для составления бизнес-проектов - Project Expert.
Заключение
По результатам анализа хозяйственной деятельности можно сделать следующие выводы. В течение периода с 2005 по 2007 г. объем производства и реализации продукции возрастал, но в 2007 г. наблюдается некоторое снижение. Это связано с появлением конкурентов, на рынке происходит перенасыщение ППУ. В отчетном году предприятие не использовало всех своих резервов. В 2007 году план по реализации и производству выполнен только на 95%. Что касается трудовых ресурсов, то при анализе выяснилось, что предприятие использует их достаточно полно.
Финансовый анализ показал, что финансовая устойчивость постепенно повышается. Так в течение 3 лет повышается коэффициент автономии предприятия, но не достигает нормативного уровня, поэтому руководству предприятия следует обратить внимание на наращивание собственного капитала.
Приняв во внимание выявленные в ходе анализа негативные явления, можно дать некоторые рекомендации оздоровлению предприятия:
- следить за соотношением дебиторской и кредиторской задолженности;
- контролировать состояние расчетов по просроченным задолженностям;
- своевременно выявлять недопустимые виды дебиторской и кредиторской задолженности;
- увеличивать долю собственного оборотного капитала в стоимости имущества;
- повышать оборачиваемость оборотных средств предприятия;
- выяснить, в чем причина накопления сверхплановых запасов;
- увеличить объем инвестиций в основной капитал и его долю в общем имуществе организации.
Таким образом, в процессе прохождения преддипломной практики на ООО «Сибтехмонтаж»:
- произошло знакомство с системой отчетности и организационными процессами на предприятии; оценен уровень эффективности управления на предприятии;
- собраны и проанализированы материалы, отражающие хозяйственно-экономическую характеристику предприятия;
- получены достаточные представления о работе предприятия, проблемах и путях их решения;
- подобраны материалы о предприятии для аналитической части дипломного проекта, намечены и частично разработаны основные задачи, определяющие содержание проектной части, т.е. начата разработка инвестиционного проекта производственной линии по изготовлению металлопластиковых труб.
Список использованной литературы
1. Алексеева М.А. Планирование деятельности фирмы / Алексеева М.А. - М.: Финансы и статистика, 2001. - 403 с.
2. Бирман Г. Экономический анализ инвестиционных проектов / Г.Бирман, С.Шмидт. - М.: Банки и биржи, 2001. - 120 с.
3. Грищенко О.В. Анализ и диагностика финансово-хозяйственной деятельности предприятия: Учебное пособие. / О.В.Грищенко. - Таганрог: Изд-во ТРТУ, 2000. – 112 с.
4. Ковалев В.В. Финансовый анализ: Управление капиталом. Выбор инвестиций. Анализ отчетности / В.В.Ковалев. - М.:Финансы и статистика, 2001. -97 с.
5. Липсиц И.В. Инвестиционный проект: методы подготовки и анализа / И.В.Липсиц, В.В.Коссов. - М.: Издательство БЕК, 2001. - 203 с.
6. Михалев Г.С. Анализ финансового состояния на предприятии: Методическое пособие по курсу «Экономический анализ» / Г.С.Михалев, Л.Ф.Ладыгина; Под ред. проф. к.э.н. Ю.И.Григорьева. – Красноярск: СибГау, 2002. – 27 с.
7. Савицкая Г.В. Методика комплексного анализа хозяйственной деятельности: Учеб. пособие. – 4-е изд. / Г.В.Савицкая. – М.: ИНФРА-М, 2007. – 384 с.
8. Шеремет А.Д. Методика финансового анализа / А.Д.Шеремет, Р.С.Сайфулин, Е.В.Негашев. - М.: ИНФРА-М, 2001. – 225 с.
9. Экономический анализ: Пособие по выполнению курсовой работы на тему «Анализ технико-экономических показателей деятельности предприятия» / Сост. Л.Ф.Ладыгина. - Красноярск: СибГАУ, 2002. - 57 с.
Приложение 1
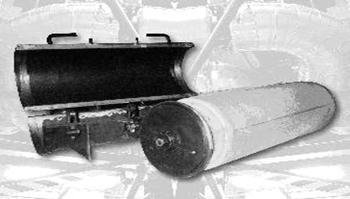
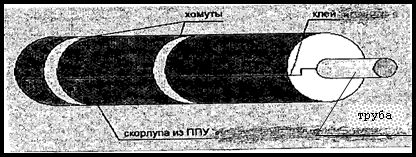
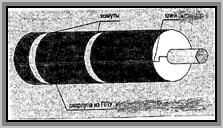
Пенополиуретановые скорлупы (скорлупа ППУ) - это жесткая неплавкая термоактивная пластмасса с сильно сетчатой структурой. Она выпускается в виде скорлуп для теплоизоляции трубопроводов и плит для теплоизоляции ограждающих конструкций.
ПОЛУЦИЛИНДРЫ И ЦИЛИНДРЫ ИЗ ПЕНОПОЛИУРЕТАНА

Формы на «полуцилиндр» для производства пенополиуретановой-скорлупы
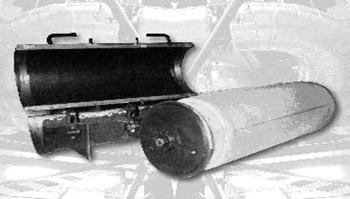
Форма на «полный цилиндр» и готовое изделие – скорлупа на трубу 219 мм
Технология производства пенополиуретана методом заливки в форму позволяет в цеховых условиях изготовить требуемое количество теплоизоляционных полуцилиндров для дальнейшей их установки на трубопровод с помощью проволочных или ленточных хомутов или клеевых составов.
Приложение 2
Сравнительный анализ технико-экономической эффективности при использовании ППУ- изделий и традиционной минваты
|
| ППУ | Минвата |
| Коэффициент теплопроводности | 0,019 - 0,029 | 0,05 - 0,07 |
| Толщина покрытия | 35 - 70 мм | 120 - 220 мм |
| Объёмность перевозок на 100куб.м. а) площадь склада на 100 куб.м. | Учитывая коэффициент регенерации 25 100:20 = 5 куб. м. 5 куб. м. | Учитывая коэффициент потерь 1,1 100 х 1,1 = 110 куб. м. 110 куб. м |
| Эффективный срок службы | 25-30 лет | 5 лет |
| Производство работ | Круглосуточно | Теплое время года, сухая погода |
| Влага, агрессивные среды | Устойчив | Теплоизоляционные свойства теряются, восстановлению не подлежат |
| Экологическая чистота | Безопасен Разрешено применение в жилых зданиях Минздравом РСФСР №07/6-561 от 26.12.86 | Аллерген |
| Рабочая температура | 120 С - 150 С | 350 С |
| Производительность бригада – 3 человека | 100 - 400 кв. м в смену | 20 - 50 кв. м в смену |
| Фактические тепловые потери | в 1,7 раза ниже нормативных СНиП 2.04.14-88 Энергосбережение, №1, 1999 г. | Превышение нормативных после 12 месяцев эксплуатации |
| Технологические преимущества | переход на бесканальную прокладку СНиП 2.04.07-86 (тепловые сети) СниП 2.04.17-88 (тепловая изоляция оборудования и трубопроводов) ТУ РБ 00012262-181-94 “Изделия из пенополиуретанов” СниП 11-3-79 (Строительная теплотехника) ТУ 3497-44406476-001-99 | Нет |
| Для обеспечения ровного термического сопротивления равного 3,0 мС/Вт, толщина утеплителя составит | 75,4 мм | 210мм |
Приложение 3
Комплекс по производству металлопластиковых труб
«Металлополимер 5»
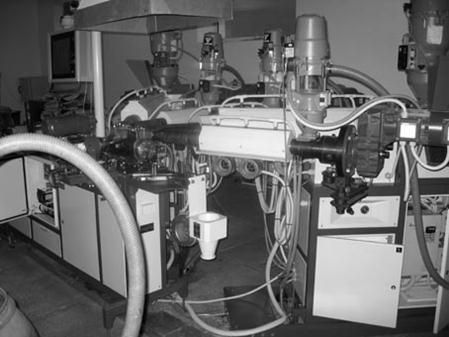
Мини-заводы созданы на базе экструдерного комплекса для производства металлопластиковых труб (МПТ) диаметров 12/16, 16/20, 20/25(26), 26/32 (Патент РФ №2153982. , Патент №2227087).
Экструдерные комплексы этой серии позволяют создавать заводы по производству металлопластиковых труб любой производительности.
ООО «Завод «Металлополимер» поставляет заказчикам – мини-заводы «под-ключ».
Приложение 4
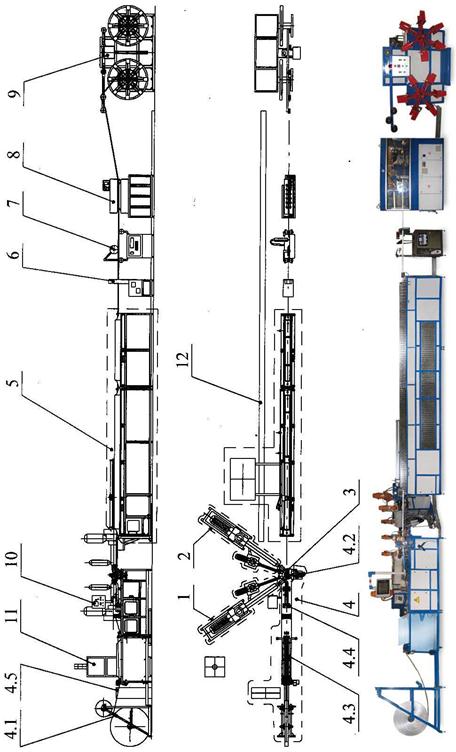
Технология производства МПТНа рисунке схематично представлена линия «МЕТАЛЛОПОЛИМЕР 5 для производства металлопластиковых труб.
1. Установка формования и сварки алюминиевой трубы (поз.4) предназначена для изготовления трубной заготовки: придания алюминиевой фольге заданной округлой формы и продольной сварки краёв фольги. В состав установки входят:
- устройство подкассетное (поз.4.1) служит для установки рулонов алюминиевой фольги, параметры которой зависят от заданного диаметра МПТ;
- устройство продольной сварки ультразвуковое (поз.4.2) обеспечивает сварку алюминиевой трубы по шву внахлёст; внутрь сваренной трубы подаётся воздух под давлением 5-6 Атм.;
- устройство поперечной сварки (поз.4.5) служит для разделки, подготовки и сварки концов алюминиевой фольги в непрерывном режиме работы;
- накопитель (поз.4.3) обеспечивает необходимый запас алюминиевой фольги для смены рулонов, разделки и сварки концов фольги в непрерывном режиме работы;
- стол рабочий (поз.4.4) служит для размещения системы правки и формования алюминиевой фольги, экструзионной головки, устройства продольной сварки.
2. Установка экструзионная двухканальная (поз.1) и установка экструзионная трехканальная (поз.2) обеспечивают подачу полимера и адгезива к головке экструзионной универсальной (поз.3), в которой происходит распределение исходного сырья, нанесение внутреннего и внешнего покрытий на алюминиевую трубу. Температура расплавов – в пределах 180-220oC.
3. Установка охлаждения и герметизации трубы (поз.5) предназначена для охлаждения изготавливаемой МПТ, герметизацию трубы обеспечивает герметизатор.
4. Устройство контроля наружного диаметра трубы (поз.6) обеспечивает оперативное измерение наружного диаметра МПТ.
5. Устройство маркирующее (поз.7) обеспечивает нанесение маркировки и информационной строки на поверхность МПТ. Устройство тянущее (поз.8) обеспечивает заданную скорость протяжки алюминиевой фольги, а затем готовой МПТ, определяет линейную скорость производства.
6. Устройство наматывающее (поз.9) предназначено для автоматического сматывания готовых труб в бухты (от 50 до 200 м в зависимости от диаметра МПТ).
7. Центральный блок управления и контроля (поз.10) обеспечивает функциониро-вание комплекса.
8. Шкаф распределения электропитания (поз.11) осуществляет свои функции.
В основу аппаратной части автоматизированной системы управления (АСУ) входят мощный промышленный компьютер, периферийные процессоры, электронные, коммутационные и другие устройства. АСУ, построенная по принципу «открытых систем», позволяет реализовать практически любые замыслы в управлении технологическим процессом:
- архивировать технологическую и экономическую информацию, характеризующую работу оборудования в течение 35 суток;
- разграничить доступ к ней пользователей по уровням допуска;
- автоматически блокировать приводы при достижении предельных давлений в экструзионном тракте;
- автоматически герметизировать трубы в аварийной ситуации;
- предупреждать об аварийных и предаварийных ситуациях и вести протокол в базе данных;
- работать в сети предприятия, обеспечивать дистанционный контроль и управление;
- увеличивать число управляемых и контролируемых параметров по мере совершенствования технологического процесса без изменения базовой конфигурации.
Для повышения надёжности АСУ в качестве базовых компонентов использованы самые современные программируемые логические контроллеры известных европейских фирм. Программные блоки, реализующие основные управленческие и контрольные функции, сочетают как лицензионные, так и оригинальные разработки.
Наглядное представление о комплексе позволяют получить фотоснимки его составных частей (см. приложение).
Электро- и пневмооборудование полностью адаптированы к экструзионной системе. Элементная база выполнена из стандартных блоков и сборочных единиц, изготовленных лучшими зарубежными производителями по выпуску спецоборудования:
- DANFOSS – частотные приводы, мотор-редукторы;
- SIEMENS – микроконтроллеры, элементы коммутации, датчики;
- WIKA – датчики высокого давления, термоконтроллеры;
- DOMINO – маркиратор;
- SAIA-BURGESS – программируемые логические контроллеры;
- OMRON – программируемые счётчики, оптоэлектронные датчики;
- ABB и LEGRAND – средства силовой электрики;
- SIKORA – измеритель диаметра;
- TURK – уровневые датчики потока охлаждающей жидкости;
- SAREL и RITTAL – корпуса;
- FESTO – средства пневмоавтоматики;
- WAGO – средства для коммуникационных связей;
- WEIDMULLER – бесконтактные измерители тока;
- MERKUR – загрузчики;
- LENZE – привод сварочной головки, управляемые электромагнитные муфты.
Похожие работы


... договоров по поставкам с потребителями продукции и поставщиками сырья и материалов; - порядок подготовки ответов на претензии и порядок подготовки оформления претензий. 2. АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ 2.1 Анализ объемов продукции Сравним отчетные данные, определим отклонения и темпы роста производства и реализации продукции. Таблица 1 Изменение объема ...
... влагой. Из одной тонны сырья, с учетом возможных потерь можно получить 20 кубометров пенополиуретана при плотности 50 кг/м3. Тонна – это четыре 200 литровых бочки. Технологичность, экономическая целесообразность и удобство - очевидны. 1.3 Характеристика технологического процесса изготовления ППУ Технологический процесс изготовления ППУ предусматривает следующие технологии: заливка в формы ...
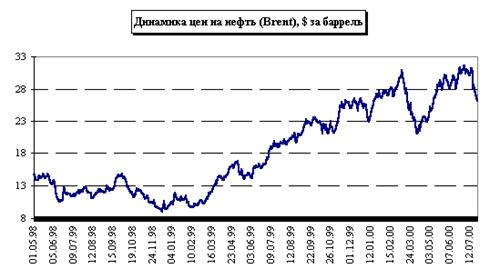
... будет использован метод накопления активов, а в рамках доходного метод дисконтирования денежных потоков, так как имеется возможность спрогнозировать будущие денежные потоки. Глава 2. Оценка рыночной стоимости 100% пакета акций ОАО 2.1 Обзор мирового рынка нефти С марта по июль прошлого года состоялись две плановые встречи в Вене представителей стран ОПЕК, на которых решался один тот же ...
0 комментариев