Навигация
Схема управления предприятием
39575
знаков
20
таблиц
1
изображение
1.3. Схема управления предприятием.
При обосновании проекта малого предприятия в курсовом проекте необходимо разработать организационную схему управления предприятием и производственную структуру предприятия (состав цехов, участков).
На предприятиях в настоящее время используется линейно-функциональная структура управления, при которой при отдельных линейных руководителях (директоре, начальнике цеха) существуют функциональные службы (отделы и бюро), в задачу которых входит подготовка отдельных распоряжений, методических разработок, справочно-информационные данных. В зависимости от конструктивно-технологических особенностей выпускаемой продукции, ее номенклатуры и объема производства, возможно использовать следующие разновидности линейно-функциональной структуры управления.
Цеховую структуру, при которой начальнику цеха подчинен аппарат по важнейшим функциям производства: разработка технологий (бюро технической подготовки производства), нормирование и оплата труда (бюро труда и заработной платы), оперативное планирование (планово-диспетчерское бюро) и др.
Бесцеховую структуру – отсутствуют цеха, начальники участков непосредственно подчинены директору предприятия.
Корпусную структуру – применяют для управления группой однородных цехов, расположенных в одном корпусе.
Матричную структуру – по видам продукции, применяется на крупных предприятиях, производящих одновременно сложную разнородную продукцию в больших объемах. При данной структуре управления основные службы предприятия организуются путем привязки к конкретному виду продукции,
В курсовом проекте следует разработать цеховую или бесцеховую структуру управления.
В приложениях № 5¸7 приводятся типовые структуры управления малым предприятием и цехом предприятия.
Раздел II. Организация производства на участке (предприятии)1.
2.1. Краткая характеристика участка и технологического процесса изготовления деталей. Выбор типа производства.
Краткая характеристика участка включает в себя описание технологического процесса изготовления деталей, схему движения деталей по участку, специализацию участка и т.п. При этом необходимо:
• указать, к какому типу производства относится участок (Приложение 8);
• отметить степень механизации и автоматизации производства;
• описать организацию технического контроля на участке, рабочего места станочника, транспортировки деталей на участке.
2.2. Выбор оптимального размера партии деталей.
Размер партии деталей рассчитывается для выбора грузоподъемности транспортных средств, для определения штучно-калькуляционного времени и др. Под размером партии деталей понимается количество одинаковых деталей, одновременно обрабатываемых на каждой операции, на одном или нескольких рабочих местах с однократной затратой подготовительно-заключительного времени.
Оптимальный размер партии деталей рассчитывается по формуле

![]() 1 Далее по тексту для упрощения будет употребляться фраза – "на участке".
1 Далее по тексту для упрощения будет употребляться фраза – "на участке".
где ![]() – суммарное штучное время обработки деталей по операциям техпроцесса;
– суммарное штучное время обработки деталей по операциям техпроцесса; ![]() – суммарное подготовительно-заключительное время по операциям техпроцесса; a – коэффициент потерь на переналадку оборудования (a = 0,03 ¸ 0,07)
– суммарное подготовительно-заключительное время по операциям техпроцесса; a – коэффициент потерь на переналадку оборудования (a = 0,03 ¸ 0,07)
Полученный размер следует откорректировать в соответствии с производственными условиями.
Он должен быть:
1) Не меньше сменной выработки (Всм)
![]() ,
,
где Q – годовой объем выпуска изделий, шт.; Др – количество рабочих дней в году, дн.; Ксм – количество смен.
2) Кратным годовой программе выпуска:
![]() ,
,
где К – целое число; nпр – принятый размер партии деталей
2.4 Расчет потребного количества оборудования. Планировка участка.
На первом этапе выполнения расчетов определяется потребное количество оборудования Si по типам:
![]() ,
,
где ФВ – эффективный годовой фонд времени работы единицы оборудования, ст.-ч. (Приложение 9); КВ – коэффициент выполнения норм времени; THi – годовая трудоемкость изготовления изделий на i -м типе оборудования, н.-ч, ![]() ,
,
где Тi – суммарное штучно-калькуляционное время обработки одной детали на i-м типе оборудования, мин; Q – годовой объем выпуска изделий, шт. Ti=0.48н.-ч.
![]() =141800
=141800
Полученное число единиц оборудования должно быть округлено в сторону увеличения до целого числа, однако если расчетное количество станков превышает целое число не более чем на 0,1, то следует округлить его в меньшую сторону, пересмотрев соответственно условия выполнения операций.
Общее принятое количество единиц оборудования для обработки годового количества изделий
![]() ,
,
где i – количество групп оборудования, i = 1, 2, …, n; SПi – принятое кол-во единиц оборудования i-го типа.
Коэффициент загрузки i-го типа оборудования КЗ представляет собой отношение расчетного числа единиц оборудования к принятому: ![]()
Средний коэффициент загрузки оборудования по участку определяется по формуле

Для серийного производства коэффициент загрузки должен быть не менее 0,85, для крупносерийного и массового производства – 0,78. Нормативная величина КЗ для серийного производства достигается за счет догрузки оборудования соответствующего типа деталями по кооперации. Расчет потребного количества оборудования и коэффициента его загрузки по типам выполняется в форме табл.2.
Таблица 2. Расчет количества оборудования и коэффициента его загрузки
| Наименование оборудования | Модель оборудования | Годовая программа Q, шт. | Штучно-калькуляционное время на деталь Ti, н.-ч. | Годовая трудоемкость THi, н.-ч. (гр.3хг р.4) | Догрузка по кооперации, н.-ч. | Годовой объем работ TH'i, (гр.5+ гр.6) | Эффективный фонд време ни работы оборудования ФВ, ст.-ч. | Коэффициент выполнения норм Квср | Расчетное количество станков | Принятое количество станков | Коэффициент загрузки оборудования (гр.10: гр.11 х100) | Сред–ний коэффициент загрузки оборудования | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||
| Вертикально-фрезерн | 6Р12 | 52900 | 0,17 | 8993 | 8993 | 5960 | 1.25 | 1.21 | 2 | 60.5 | 76.14 | |||
| Токарновинторезная | 1Д63 | 52900 | 0,21 | 11109 | 11109 | 5960 | 1.25 | 1.49 | 2 | 74.5 | 76.14 | |||
| Вертикально-сверлильная | 2Н135 | 52900 | 0,12 | 6348 | 6348 | 5960 | 1.25 | 0.85 | 1 | 85 | 76.14 | |||
| Горизонтальнорасточительная | 2М614 | 52900 | 0,32 | 16928 | 16928 | 5960 | 1.25 | 2.27 | 3 | 75.7 | 76.14 | |||
| Шлифоваль ная | 3М163 | 52900 | 0,12 | 6348 | 6348 | 5960 | 1.25 | 0.85 | 1 | 85 | 76.14 | |||
∑ 6.67 9 380.7
Производственную площадь участка определяют предварительно по удельным площадям для каждой группы оборудования. Расчет выполняют по формуле
![]() =344,2 м2
=344,2 м2
где qi – средняя удельная площадь для размещения одного станка i-й группы, м2 (Приложение 10); SПi – количество станков i-й группа оборудования.
Раздел III. Расчет технико-экономических показателей участка
Похожие работы
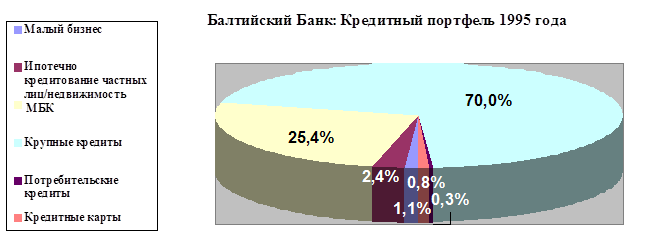
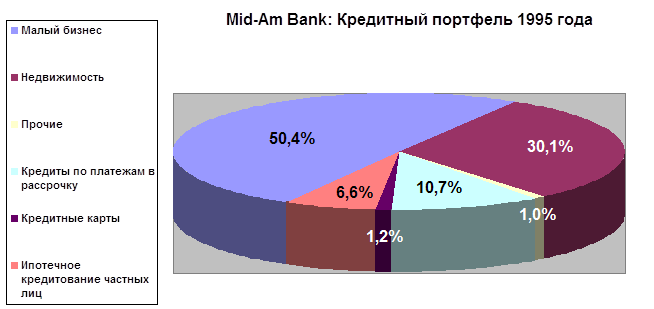
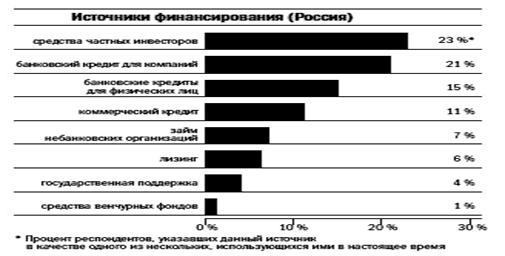
... состоит в основном из крупных кредитов, и только 1,1 % его составляют ссуды малым предприятиям. Рис. 1.5. Решению проблемы дефицита кредитных ресурсов для кредитования проектов малого предпринимательства российским банкам частично помогают решить различные международные финансовые организации. Так по Ростовской области с ЕБРР сотрудничает “СБС-Агро”, с Инвестиционным фондом США- ...
... государством малых предприятий в России. В своей работе я остановлюсь на причинах возникновения малых предприятий в России, правовых аспектах их деятельности, экономических показателях и перспективах развития малого бизнеса в России. I. Рыночная экономика и малые предприятия С другой стороны, в экономике страны сохраняется ситуация, когда производственные активы ...

... наиболее соответствующей этой новой системе формой организации производства. В-третьих, в условиях глобализации малые предприятия выступают как неотъемлемая часть национального хозяйства, ее значимый и весомый элемент, так и основной фактор международных экономических отношений. Малые формы хозяйствования, с одной стороны, обеспечивают конкурентоспособность внутренней экономики и, тем самым, ...

... операций, не запрещена российским законодательством. Более того, она не нуждается в лицензировании, и для ее регулировании не требуется принятие специальных законов. 3. ПЕРСПЕКТИВЫ РАЗВИТИЯ ВОЗВРАТА КРЕДИТОВАНИЯ МАЛЫХ ПРЕДПРИЯТИЙ В РОССИЙСКОЙ ФЕДЕРАЦИИ 3.1. Создание эффективного механизма гарантирования кредитов малых предприятий Основной причиной трудностей малых предприятий в плане ...
0 комментариев