Навигация
Организация работы тестомесильного отделения
31678
знаков
11
таблиц
1
изображение
2. Организация работы тестомесильного отделения.
Для расчета ритма работы тестомесильного отделения определим средний часовой расход теста в дежах (исходя из их емкости) по формуле:
Кдеж = Zm*100/е*q, где
Кдеж - среднее количество деж в час, необходимое для выполнения заказа;
Zm - средний часовой расход муки, кг (рассчитываем по таблице 4 (укрупнено);
е - емкость дежи, л;
q - количество муки на 100 л геометрического объема дежи, л.
Кдеж = 386*100/330*35 = 3,3 дежи/час
Таблица 4. Средний часовой расход муки определяется по таблице 4.
| Ассортимент | Принято к исполненю | Плановый выход,% | Необходимое кол-во муки | ||
| кг/сутки | кг/смену в среднем | кг/смену в среднем | кг/ч | ||
| Булка черкизовская | 818 | 409 | 148 | 276 | 35 |
| Батон столовый | 1963 | 982 | 134 | 732 | 92 |
| Батон к чаю | 1800 | 900 | 141 | 638 | 80 |
| Батон городской | 1800 | 900 | 125 | 720 | 90 |
| Батон столичный | 1800 | 900 | 125 | 720 | 90 |
| Итого | 8180 | 4090 | 3087 | 386 | |
Рассчитываем ритм работы тестомесильного отделения по формуле:
r=Т/Z,
где
Т - период работы, на который рассчитано производственное задание; Z - производственное задание рабочему месту за соответствующий период времени (в данном случае 3,3 дежи/час);
r = 60 /3,3 = 18,2 мин.
Определяем количество тестомесильных машин по формуле:
Км =Σtн/r, где
Σtн - норма времени на один замес дежи опары, теста и его обминку.
Согласно хронометру, Σtн =15 мин. (6 мин. - замес опары, 7 мин. - замес теста и 2 мин. - обминка). Следовательно,
Км = 15/18,2 = 0,82 = 1 машина
Таким образом, для обслуживания линии №3 достаточно одной тестомесильной машины.
Определяем количество тестомесов, необходимых для обслуживания линии №3. Согласно хронометражу, норма времени всех ручных операций на замес одной дежи опары, теста и обминку составляет 9,6 мин.
Ритм работы тестомесильного отделения составляет 18,2 мин., следовательно, количество тестомесов для обслуживания линии №3 составит 0,53 человек.
Кр = 9,6 /18,2= 0,53 человека
Таким образом, при обслуживании линии №3 тестомес будет иметь коэффициент использования рабочего времени 53%, остальное рабочее время (47%) можно использовать для обслуживания линии №4.
3. Организация работы тесторазделочного отделения.
На линии №3 проводится разделка теста на тестоделителях марки РМК для пяти видов изделий.
Произведём расчет количества тестовых заготовок, необходимых для бесперебойной работы печи №3 по одному из пяти видов продукции. Например, по батону столовому, занимающему наибольший удельный вес в общей линии (24%). Этих изделий вырабатывается 696 кг/ч.
Для бесперебойной работы печи задание тесторазделочному отделению исчисляется количеством тестовых заготовок в минуту. Эта величина (Zр) определяется по следующей формуле:
ZР= NT*(1+0,01β) /G*60, где
Nт - технологическая норма производительности печи, кг/час;
β - возврат тестовых заготовок (с большими отклонениями от заданной массы и др.) в % к выработке данного вида изделий в штуках (принимается 3%);
G - масса одной штуки, кг.
Количество тестовых заготовок в минуту (ZР) для обеспечения бесперебойной работы печи при выработке батона столового равно 40.
696*1,03/0,3*60
Коэффициент использования тестоделительной машины определяется по формуле:
Км =Zр / Nт, где
Nт - техническая норма производительности машины, кусков/мин, (для данного вида изделий - 64),
Коэффициент использования тестоделительной машины марки РМК будет равен 62,5%.
40*100/64
Количество машинистов для обслуживания тесторазделочной линии рассчитывается по формуле:
Кр = Zр * Σtp /60, где
ZР - количество кусков теста в минуту для обеспечения бесперебойной работы печи (40);
Σtp - норма всех ручных операций, связанных с получением одной тестовой заготовки. Согласно хронометражу - 0,75.
60 - секунд в минуту.
Кр= 40*0,75/60 = 0,5
Количество машинистов для обслуживания линии №3 равно 0,5.
Загрузка машиниста, обслуживающего делительную машину на линии №3, составит 50%. На другие операции у машиниста остается 50% времени (на подвозку деж к опрокидывателю, зачистку деж и др.).
6. Оформление часового графика производственного процессаДля рациональной организации производственного процесса целесообразно использовать часовой график.
В хлебопекарной промышленности применяются несколько видов часовых графиков производственного процесса. Наибольший интерес представляют графики, предложенные Л.Н. Переверзевой, П.С. Мархелем и Л.А. Татур.
В основу графика по организации производственного процесса на БКК целесообразно применить график П.С. Мархеля, хорошо зарекомендовавший себя на ряде хлебозаводов г. Санкт-Петербурга. График оформляется в виде набора технологических линеек, расположенных на сетке времени (1мм на линейке соответствует 1 мин. хода процесса). В качестве линеек используются конторские деревянные линейки, закрепленные на направляющих (см. рисунок).
С помощью разноцветных движков разной длины отмечается продолжительность операции по обработке предметов труда на каждой стадии технологического процесса для одной порции теста (в деже или в секции бункера).
При оформлении графика принято черными движками отмечать замес опары, теста и обминку; зелеными - разделку теста; желтыми - посадку; красными - выгрузку изделий из печи.
Продолжительность брожения опары, теста, расстойки, выпечки определяется расстоянием между движками. Движки принято делать из резиновой трубки с внутренним диаметром 10 мм.
В таблице 5 приводится расчет количества деж теста для изделий, вырабатываемых в сутки. На примере производства батона столового рассмотрим, как рассчитывают и оформляют технологическую линейку (см. рис). Продолжительность замеса опары в деже "Стандарт" по нормативу 6 мин. На технологической линейке этот процесс показан движком, ширина которого 6 мм соответствует 6 мин. длительности замеса опары. После замеса опары происходит ее брожение в течение 300 мин., затем производится замес теста в течение 7 мин. Замес теста отмечается движком шириной 7 мм. Этот движок располагается левым концом на
306-й мин. (начало замеса), а правым - на 313-й мин. (окончание замеса). Далее происходит брожение теста в течение 90 мин. заканчивается этот процесс на 403-й минуте.
Таблица 5
| Распределение заказа на производство | |||||||
| Ассортимент | Принято к исполненю | Всего | Выход изделий из 1 дежи, кг | Заказ на сутки в дежах теста | |||
| I смена | II смена | I см. | II см. | Всего | |||
| Булка черкизовская | 818 | 409 | 1227 | 172 | 5 | 2 | 7 |
| Батон столовый | 1963 | 982 | 2944,5 | 161 | 12 | 6 | 18 |
| Батон к чаю | 1800 | 900 | 2700 | 141 | 13 | 6 | 19 |
| Батон городской | 1800 | 900 | 2700 | 150 | 12 | 6 | 18 |
| Батон столичный | 1800 | 900 | 2700 | 149 | 12 | 6 | 18 |
| Итого | 8180 | 4090 | 12270 | 54 | 27 | 81 | |
| % | 67 | 33 | |||||
Как только закончится брожение теста, начинается процесс разделки теста. Длительность разделки теста (14 мин) устанавливается по ритму выгрузки изделий, полученных из одной дежи теста. Процесс разделки отмечается двумя движками, первый располагается левым концом на 403-й мин. (начало разделки), а второй - правым концом на 417-й мин. (окончание разделки).
За процессами разделки следует процесс расстойки тестовых заготовок; продолжительность расстойки батона столового по нормативу 50 мин. Первый кусок разделанного теста начнет расслаиваться на 403-й мин., процесс его расстойки закончится на 453-й мин., последний кусок теста будет разделан на 417-й мин., а его расстойка закончится на 467-й мин.
После расстойки тестовых заготовок начинается их посадка в печь. Первая расстоявшаяся тестовая заготовка поступает в печь на 453-й мин., а последняя - на 467-й мин. (длительность процесса посадки тестовых заготовок из одной дежи равна ритму разделки теста из одной дежи, т.е.14 мин) Следовательно, первый движок устанавливаем левым кондом на 453-й мм, второй правым концом - на 467-й мм, что означает окончание посадки тестовых заготовок из данной дежи теста.
Заключительной стадией технологического процесса, фиксируемой на линейке, является выгрузка изделий из печи. Продолжительность выпечки батона столичного составляет 19 мин. Так как первый кусок теста был посажен в печь на 453-й мин., то на выгрузку этот кусок поступит через 19 мин., т.е. - на 472-й мин. Первый движок ставим левым концом на 472-й мм линейки. Последний кусок теста был посажен в печь на 467-й мин., значит он поступит на выгрузку на 486-й мин. Поэтому второй движок своим правым концом должен устанавливаться на 486-й мм. Следовательно, продолжительность процесса производства булки черкизовской в количестве 161 кг из одной дежи теста составляет 486 мин.
Технологические линейки навешиваются на щит, на котором нанесена сетка времени. Так, например, для печи № 3 в первой смене на графике вывешивают вначале две технологические линейки, отображающие ход производства батонов столовых. Первая линейка навешивается так, чтобы первый конец второго красного движка отметил бы время 7 час, вторая линейка для батонов столовых подвешивается под первой линейкой так, чтобы была показана непрерывность выборки изделий из лечи. Третья и четвертая линейки показывают ход технологического процесса производства батончиков к чаю. Потерь во времени при переходе с выработки батона столового на батончики к что нет, поэтому третья и четвертая линейки навешиваются так, чтобы была показана непрерывность выработки сортов, следующих друг - за другом. Итак, последовательно на технологическом графике вывешивают рассчитанное количество линеек каждого вида продукции, вырабатываемой печами.
С помощью часового графика хода производственного процесса легко проверить правильность соблюдения - технологических нормативов. График нагляден и прост в корректировке. Составляется он технологом или мастером цеха, тестомес делает выписку, сколько деж какого вида продукции следует замесить и сколько поставить опар для следующей смены.
Рис. Технологическая линейка.
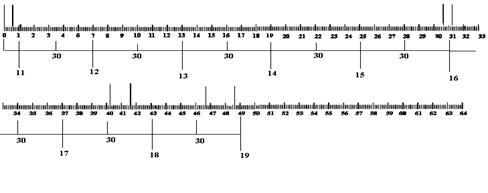
Замес опары
Брожение опары
Замес теста
Брожение теста
Разделка
Расстойка
Выпечка
7. Характеристика структуры производственного процессаДля правильной оценки фактического положения и выявления конкретных участков производства, на которых необходимо внедрять средства механизации и автоматизации, важное значение имеет объективный анализ структуры производственного процесса, состава и последовательности производственных операций. При анализе структуры производственного процесса он разбивается на стадии и операции.
Выявленные операции классифицируются по следующим признакам:
По назначению - технологические, транспортные (из них погрузочно-разгрузочные) и контрольные;
По характеру выполнения - механизированные (в том числе автоматизированные) и немеханизированные;
По периодичности выполнения - непрерывные и прерывные.
Прежде всего следует составить перечень операций при производстве каждого отдельного вида изделий. Если в ассортименте вырабатываемой продукции имеются родственные виды изделий с одинаковым составом и характером Операций, то такие виды целесообразно объединить в одну группу, например, на линии №3 вырабатываются все виды батонов. Количество операций для батонов составляет 182. Приводим сокращенный перечень операций и расчёт удельного веса Механизированных операций (в том числе автоматизированных) в % к общему числу операций в целом.
Из анализа структуры производственного процесса можно сделать вывод, что среди производственных операций преобладают транспортные (около 70%).
Доля технологических и контрольных операций относительно невелика: технологических - 10%, контрольных - 20-22%.
Примерно половину механизированных операций можно отнести к автоматизированным.
Абсолютное количество механизированных и автоматизированных операций сравнительно постоянно, а именно: механизированных - 90-100%, в том числе - 42-50.
В таблице 6 приводится пример анализа структуры производственного процесса по двум технологическим стадиям при выработке нарезных батонов массой 0,4 кг из пшеничной муки первого сорта.
Выводы и предложения
Похожие работы
... в складских помещениях обеспечивается оптимальный режим хранения товаров в соответствие с их физико-химическими свойствами. Из складского помещения предприятие общественного питания отпуск продуктов осуществляется на производство по требованию заведующим производством. На основании требования бухгалтерия оформляет требования- накладные, которые подписываются главным бухгалтером и руководителем ...
... Если клиент отказывается от гарнира к коктейлю, можно предложить ему шоколадку или другие сладости, если составляющие напитка это позволяют. 2. Характеристика организации производства и обслуживания баре г.Владивостока Rock’s 2.1 Общая характеристика предприятия Полное фирменное наименование Общества: Общество с ограниченной ответственностью «Rock’s». Сокращенное название: ООО «Rock’s». ...
... следующее распределение оценок экспертов относительно описанных ранее тринадцати ключевых факторов успеха (на рис. 6 представлен двумерный график ): Рис.6. Распределение конкурентных качеств работы ОАО «Булочно-кондитерский комбинат» В нашем случае использован метод главных компонент. На основе метода главных компонент получено пространство сгруппированных оценок качества работы ОАО на ...
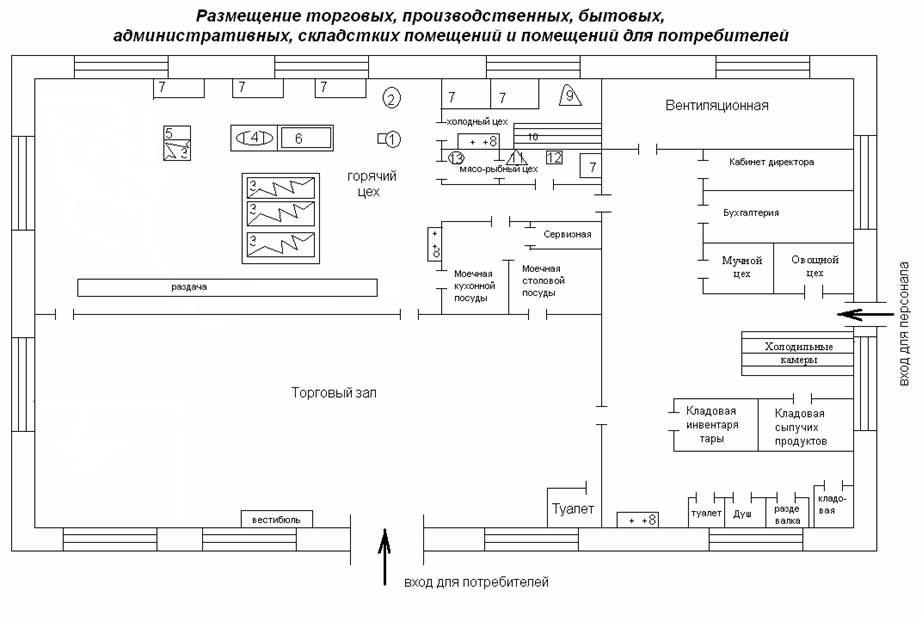
... для потребителей: наличие вестибюля, гардероба, зала, мужского и женского туалета с помещением для мойки рук. Столовая при промышленном предприятии на 100 мест предназначена для организации питания рабочих работающих в дневные, вечерние и ночные смены, при необходимости доставлять горячую пищу непосредственно в цеха или на строительные площадки. Порядок работы столовой согласуется с ...
0 комментариев