Организация труда
Выбор типа и габаритных размеров основного оборудования
Выбор необходимой технологической и организационной оснастки
Обеспечение минимальной траектории перемещения исполнителя в пределах рабочей зоны;
Необходимо своевременно проводить заточку инструмента, это позволит изготавливать более точные детали
Расчёт технически обоснованной нормы времени на обработку детали
Нормирование подготовительно-заключительного времени, на обслуживание рабочего места и времени перерывов на отдых и личные надобности
На основе исходных данных и нормативов, приведенных ниже, определим норму времени на выполнение фрезерных работ
Определим суммарную норму времени на сверление отверстий
Организация оплаты труда
Организация оплаты труда в бригаде
Навигация
Выбор типа и габаритных размеров основного оборудования
Организация, нормирование и оплата труда на производственном предприятии
104159
знаков
22
таблицы
7
изображений
1.2.2 Выбор типа и габаритных размеров основного оборудования
На фрезерном рабочем месте используется следующее основное оборудование: Фрезерное 6Р80
Предлагаемая компоновка отличается рамной конструкцией и симметричными охватывающими направляющими поперечины и бабки, оптимальным расположением и оригинальной структурой направляющих и приводов. Состав станка
· стол;
· станины (два комплекта);
· портал (салазки и стойки - два комплекта и поперечина);
· фрезерная бабка (сани и ползун);
· 2-х координатная головка с электрошпинделем;
· 2-х координатная головка универсальная;
· четыре транспортера стружки;
· кабина оператора с пультом управления;
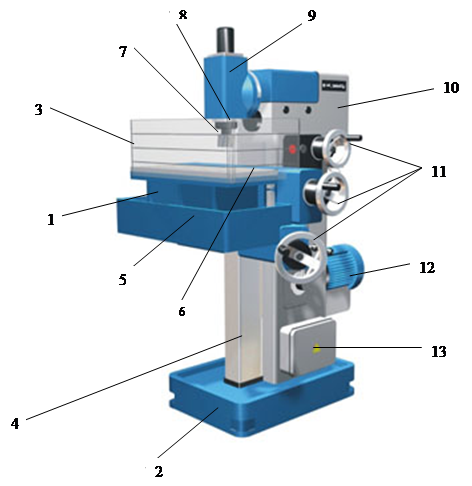
Рисунок 2 – Эскиз фрезерного станка 6Р80
Главное движение — вращение шпинделя фрезы
На рисунке 2 представлен эскиз станка. Цифрами обозначены следующие его части:
1 – стол
2 – станина
3 – защитный экран
4 – стойка
5 – кожух
6 – рабочая плита
7 – инструмент
8 – шпиндельная головка
9 – суппорт
10 – привод
11 – рукоятки
12 – двигатель
13 – электрошкаф
Таблица 1 – Технические характеристики станка
| Размер рабочей поверхности плиты (стола), мм | Значение |
| ширина | 4500 |
| длина | 28000 |
| Расстояние между стойками портала, мм | 5300 |
| Наибольшее расстояние от горизонтально расположенной оси шпинделя двухкоординатной головки до рабочей поверхности стола, мм | 1600 |
| Наибольшие перемещения по координатным осям, мм: | |
| портал, X | 30000 |
| бабка, Y | 4100 |
| ползун, Z | 1200 |
| головка В | +/-100 град |
| головка C | +/-185 град |
| Скорости рабочих подач по координатным осям, мм/мин | |
| X | 2...20000 |
| Y | 1...10000 |
| Z | 1...10000 |
| B | 0...2.5 мин-1 |
| C | 0...2.5 мин-1 |
| Ускорение по всем координатным осям, м/с2 | Не менее 1,5 |
| Конец шпинделя | HSK A 63 DIN69893 |
| Наибольшая частота вращения шпинделя, об/мин | |
| Головка с электрошпинделем | 12 000 |
| Головка универсальная | 6000 |
| Мощность, кВт | ПВ 100%: / ПВ 40% |
| Головка с электрошпинделем | 22/33 |
| Головка универсальная | 30/45 |
| Наибольший крутящий момент, Нм | |
| Головка с электрошпинделем | 17 |
| Головка универсальная | 275 |
| Механизм автоматической смены инструмента: | |
| количество гнезд | 11 |
| наибольший диаметр инструмента, мм | |
| без пропуска гнезд | 100 |
| с пропуском гнезд | 160 |
| наибольшая длина инструмента, мм | 250 |
| наибольшая масса инструмента, кг | 10 |
| Число одновременно работающих координат | 5 (6) |
| Точность координатных перемещений (позиционирование) по осям | |
| координат на длине перемещения 1 м, мм X,Y,Z, | 0,05 |
| на всей длине по оси X=25+Lx/200 | 0,175 |
| Повторяемость, мм | +/-0,05 |
| Позиционирование при повороте, угл.сек/радиан | |
| по оси В | 10...11 |
| по оси C | 7...8 |
| Габаритные размеры станка, мм | |
| ширина | 8000 |
| длина | 35000 |
| высота | 5000 |
| Масса станка, кг | 235000 |
Конструктивные особенности
Стол, расположен и закреплен на фундаменте станка. В столе могут быть предусмотрены окна для эвакуации стружки.
По станине перемещается портал (координата X), состоящий из двух салазок с закрепленными на них стойками, которые соединены между собой поперечиной.
Фрезерная бабка состоит из саней и ползуна. Сани перемещаются в горизонтальном направлении (координата Y) по охватывающим направляющим поперечины, имеющей О-образное сечение в горизонтальной плоскости. Ползун имеет вертикальное движение (координата Z) по направляющим саней. Ползун гидроуравновешен.
Две взаимозаменяемые двухкоординатные головки (5 и 6), каждая из которых имеет поворот относительно оси Z (координата C) и поворот относительно оси Y (координата B), поочередно могут быть установлены на торце ползуна.
Оператор и пульт управления защищены от стружки защитным экраном. Для наблюдения за частью зоны резания, невидимой с места оператора, возможна установка на станке видео камеры с выносом монитора в кабину оператора.
Портал (X) перемещается от синхронизированных многодвигательных фрикционных механизмов подач, конструктивно совмещенных с направляющими станины.
Сани (Y) и ползун (Z) фрезерной бабки имеют автономные приводы подач от редукторов, конечное звено - винтовая пара качения. Направляющие ползун - сани и сани - поперечина качения или комбинированные.
Приводы подач поворота двухкоординатных головок по каждой из координат (В и С) от редукторов, конечное звено зубчатые колеса с выбором зазора или червяк - червячное колесо. Направляющие качения или комбинированные.
Направляющие и конечные звенья приводов имеют надежную защиту.
Транспортеры удаления стружки (7) установлены между станинами и столом.(по желанию Заказчика могут быть установлены под столом, имеющим на рабочей поверхности окна для эвакуации стружки).
Смазка всех направляющих дозированная периодическая.
Электрооборудование станка.
На станке предполагается установить электрооборудование фирмы Сименс.
В главных приводах и приводах подач (X (X1 и X2), Y, Z, B и C) устанавливаются электродвигатели переменного тока с числовым управлением преобразователями частоты.
В станке используются датчики обратной связи фирмы Хайденхайн.
Режим управления - универсальный.
Основная комплектация станка
· станок
· принадлежности для обслуживания станка;
· клиновые опоры для установки станка на фундамент;
· запасные части на гарантийный срок работы;
· сопроводительная документация в двух экземплярах на английском языке и в одном экземпляре на русском языке.
Похожие работы
... распределяется между наемными работниками, участвующими в общественно полезном труде и управлении, по количеству и качеству их труда. В данной работе рассматриваются основные принципы организации, нормирования и оплаты труда на конкретном предприятии, в качестве которого выступает ООО «Лесстройматериалы» (далее предприятие). Общие сведения о предприятии. Предприятие «Лесстройматериалы» ...
... с кооперациями с другими подразделениями предприятия, а также других предприятий и организаций, весь цикл сельскохозяйственных работ по производству продукции. Рассмотрим формы организации труда на предприятии ООО Агрофирма «Разгуляй». В растениеводстве на данном сельскохозяйственном предприятии существуют следующие бригады и звенья: 1) Первое отделение – бригада Городилова (Кайла) 2) Второе ...
... между тарифными коэффициентами различны и обусловливаются степенью разделения труда и конкретными особенностями, имеющими место в той или иной отрасли. Наряду с основной оплатой труда, на предприятиях применяются различные виды дополнительной оплаты, включаемые в фонд заработной платы, а также производится выплата пособий за счет средств социального страхования и других источников. Глава 4. ...
... Шубенкова Е.В. Организация и нормирование труда: учебник для вузов. - М.: Издательство «Экзамен», 2005. 4. Докучаев Е.С., Макова М.М. Методическое пособие по изучению курса «Организация, нормирование и оплата труда на предприятии отрасли». – Уфа.: Изд-во УГНТУ, 2005. - 79 с. 5. Докучаев Е. С. Макова М. М. Методическое пособие по изучению курса: «Организация, нормирование и оплата труда на ...
0 комментариев