Расчет фонда времени рабочих и оборудования
Расчет численности всех категорий работающих
Планировка оборудования и определение площади участка
Охрана труда. Техника безопасности и противопожарной безопасности
Определение заработной платы вспомогательных рабочих
Расчет заработной платы производственных рабочих на одну деталь «стакан»
Составление калькуляции себестоимости продукции
Навигация
Составление калькуляции себестоимости продукции
Расчет технико-экономических показателей участка для изготовления детали "Стакан"
35065
знаков
14
таблиц
2
изображения
2.5 Составление калькуляции себестоимости продукции
1.Материалы с учетом транспортных расходов переносим из таблицы 2.1, строка 9
2.Основная заработная плата производственных рабочих переносим из таблицы 2.6, строка 7.
3.Дополнительная заработная плата производственных рабочих переносим из таблицы 2.6, строка 8.
4.Отчисления на социальные нужды, в том числе:
а) отчисления в пенсионный фонд 20%
б) отчисления на социальное страхование 3.2%
в) отчисления на медицинское страхование 2.8%
г) отчисления на охрану труда 0,2%
5.Общецеховые расходы:
33,348*19770,4 = 6593,03 руб.
100
6. Находим цеховую себестоимость:
77,234+33,348+4+9,9+6593,03= 6717,5 руб.
Составление цеховой калькуляции на деталь "стакан"
Таблица 2.9
| № п/п | Статьи затрат | Сумма |
| 1 | Материалы с учетом транспортных расходов | |
| 2 | Основная заработная плата производственных рабочих | 33,348 |
| 3 | Дополнительная заработная плата производственных рабочих | 4 |
| 4 | Отчисления на социальные нужды | 9,9 |
| в том числе: отчисления в пенсионный фонд 20% | ||
| отчисления на социальное страхование 3,2% | ||
| отчисления на медицинское страхование 2,8% отчисления на охрану труда 0,2% | ||
| 5 | ОЦР | 6593,03 |
| 6 | Итого цеховая себестоимость | 6717,5 |
Структура себестоимости изделия
1. Материалы с учетом транспортных расходов.
77,234 *100% =1,16%
6717,5
2. Основная зарплата производственных рабочих
33,348*100% =0,46%
6717,5
3. Дополнительная зарплата производственных рабочих
4 *100% =0,07%
6717,5
4. Отчисления на социальные нужды
9,9 * 100% = 0,16%
6717,5
5. Общецеховые расходы
6593,03* 100% = 98,15%
6717,5
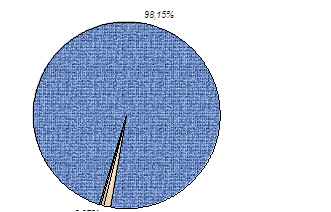
1 – материалы с учётом транспортных затрат
2 – ФЗП осн. производственных рабочих
3 – ФЗП доп. производственных рабочих
4 – ОСН
5 – ОЦР
2.6 Технико–экономические показатели для обработки детали
1.Годовая программа: 11000
2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01
3.Количество станков (берём из таблицы 1.3. строка 6): 19
4.Средний коэффициент загрузки оборудования (берём из таблицы 1.3 графа 7 строка “ ИТОГО”): 0,88
5.Площадь участка (раздел 1.4): 409,7 м²
в том числе:
производственная: 304 м²
вспомогательная: 105,7 м²
6.Общее число работающих (таблица 1.5. строка 4): 51чел.
В том числе:
производственные: 41 чел.
вспомогательные: 5 чел.
руководители и специалисты: 5 чел.
7.Себестоимость единицы продукции: 6717,5руб.
8.Трудоёмкость единицы изделия: 94,4 мин.
9.коэффициент использования материала: mд/mз
где mд - масса детали
mз- масса заготовки
5,2 = 0,71
7,3
10. Годовой фонд ЗП., в том числе: 2099923,4
производственные: 1595896,9
вспомогательные: 204968,88
руководители и специалисты: 299057,79
11. Среднемесячная заработная плата всех работающих всего: 3431,25
в том числе:
производственные: 3243,69
вспомогательные: 3416,15
руководители и специалисты: 4984,30
12. Производительность труда: 1313,76
13. Производственная площадь на единицу оборудования:
S производ. = 304 = 16
Кол-во станков 19
14. Выпуск продукции на м 2 производственной площади находится как отношение выпущенной продукции к производственной площади. – 1463692,16 руб.
15. Фондоотдача находится, как отношение выпуска продукции к таб.2.7. гр.3 Итог. -
14,6 руб.
16. Фондоемкость находится как отношение таб.2.7. гр.3 Итог. к выпущенной продукции - 0,07 руб.
17. Фондовооруженность находится как отношение таб.2.7. на количество рабочих. – 99225,59 руб.
18. Процент общецеховых расходов: 19770,4
Технико-экономические показатели для обработки детали "стакан"
Таблица 2.10
| № п/п | Наименование показателей | Единицы измерения | Цифровая характеристика |
| 1 | Годовая программа выпуска | шт. | 11000 |
| 2 | Трудоемкость | час. | 67002,01 |
| 3 | Количество станков | шт. | 19 |
| 4 | Средний коэффициент загрузки оборудования | - | 0,88 |
| 5 | Площадь участка (всего) | м 2 | 409,7 |
| 6 | Число работающих (всего) в том числе производственных вспомогательных руководителей и специалистов | чел. чел. чел. чел. | 51 41 5 5 |
| 7 | Себестоимость единицы изделия | руб. | 6717,5 |
| 8 | Трудоемкость единицы изделия | мин. | 94,4 |
| 9 | Коэффициент использования материалов | 0,71 | |
| 10 | Годовой фонд заработной платы (всего) производственных вспомогательных руководителей и специалистов | руб. руб. руб. руб. | 2099923,4 1595896,9 204968,88 299057,79 |
| 11 | Среднемесячная заработная плата (всего) в том числе всех работающих производственных рабочих вспомогательных рабочих руководителей и специалистов | руб. руб. руб. руб. | 3431,25 3243,69 3416,15 4984,30 |
| 12 | Производительность труда | руб. | 1313,76 |
| 13 | Производственная площадь на единицу оборудования | м 2 | 16 |
| 14 | Выпуск продукции на 1 м 2 производственной площади | руб. | 1463692,16 |
| 15 | Фондоотдача | руб. | 14,6 |
| 16 | Фондоемкость | руб. | 0,07 |
| 17 | Фондовооруженность | руб. | 99225,59 |
| 18 | Процент общецеховых расходов | 19770,4 |
Заключение
В ходе курсовой работы я рассчитала технико-экономические показатели участка для изготовления детали “стакан ”, с годовой программой выпуска 11000 штук и с годовой трудоемкостью 69000 часов, при двусменном режиме работы. В результате я получил следующие результаты: необходимое количество станков - 19, при среднем их коэффициенте загрузки 0.88, всего работающих по участку-51 человек, в частности производственных-41, вспомогательных-5, руководителей и специалистов-5, полная площадь участка-409,7 м2. Материальные затраты на единицу продукции-77,234 руб., а себестоимость этой же детали -6717,5руб. Годовой фонд заработной платы всех категорий работающих (ФЗПгод) – 2099923,4руб., а на единицу продукции з/п одного рабочего- 33,348руб. Стоимость здания -614550 руб., а стоимость оборудования -3950000 руб, годовые затраты на силовую энергию-142368057,4руб.,производительность труда – 1313,76 руб/чел., коэффициент использования материал – 0,71, а в целом годовые затраты на производство – 201221348,64руб., процент общецеховых расходов- 19770,4.
В результате мною была достигнута главная цель курсовой работы - рассчитать технико-экономические показатели участка для изготовления детали “стакан ”, а также вторичная цель – закрепление теоретической базы, приобретённой в течение учебного года посредством выполнения курсовой работы.
Список литературы
1.”Экономика предприятия”, под ред. В.Я. Горкинфеля, В.А. Швандера, 1998
2.”Экономика, организация, планирование производства”, под ред. Е.Н.Коростелёвой, М.,”Высшая школа”,1984.
3.”Дипломное проектирование в машиностроительном техникуме”, Н.А. Нефёдов, М.,”Высшая школа”,1986.
4.”Планирование участка механического цеха в дипломном проекте”, Днепропетровск, 1982.
5.”Методические указания по применению ЕСКД и ЕСТД в курсовом и дипломном проектировании”
6.” Токарное дело”, под ред. Б.Е. Брунштейна, В.И. Деменьтьева, 1978.
7.”Справочник мастера механического цеха”, под ред. М.П. Моисеева, В.А. Веллера, 1988.
Похожие работы

... W тр = 1,1 * 83,48 = 91,828 кВт. По рассчитанной мощности подбираем трансформатор ТМ - 100/6. Таблица 12 - Технико-экономические показатели Показатели Ед. измерения Величина показ. Примечание Площадь проектируемого здания м2 1080 Fп Площадь строительной площадки м2 1190 F Площадь застройки временных зданий м2 133,29 Fв Протяженность временных ...





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
0 комментариев