Показники призначення товару, що характеризують його віддачу, використання по призначенню на конкретному ринку
Базова концепція й ідеологія загального керування якістю (TQM)
Зворотний зв'язок для коректування й поліпшення товару при зіставленні його з аналогічними товарами інших виробників
Безупинне (постійне) поліпшення
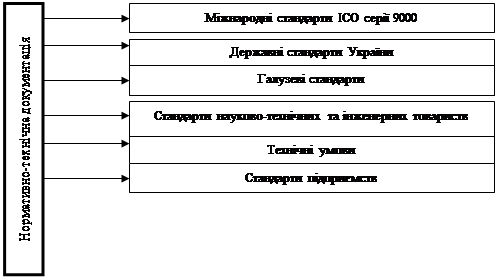
Стандартизація і сертифікація продукції
Загальні терміни і визначення
Порядок пред'явлення і здачі продукції ВТК у цехах
Взаємини ВТК із підрозділами підприємства
Аналіз якості продукції на підприємстві
НАПРЯМКИ ПО ПІДВИЩЕННЮ ЯКОСТІ ПРОДУКЦІЇ, ЯКА ВИГОТОВЛЯЄТЬСЯ
Розробка механізму попередження браку продукції
Вимоги до освітлення
Вимоги електробезпеки обладнання
Навигация
Порядок пред'явлення і здачі продукції ВТК у цехах
Дослідження аспектів управління якістю продукції
132042
знака
6
таблиц
4
изображения
2.1.4 Порядок пред'явлення і здачі продукції ВТК у цехах
На контроль ВТК пред'являється продукція, виготовлена в строгій відповідності з вимогами нормативної і технічної документації.
Перед пред'явленням продукції працівнику ВТК виробничий майстер зобов'язаний перевірити її на відповідність вимогам діючої нормативної і технічної документації.
Пред'явлена продукція повинна бути замаркірована в місці, зазначеному на кресленні чи в технологічній карті, і завірена клеймом виробничого майстра.
Виробничий майстер пред'являє на контроль ВТК заготівлі, операції, деталі, складальні одиниці разом з необхідними, відповідно до технологічної карти, пристосуваннями і вимірювальним інструментом, що дають можливість проведення контролю пред'явленої продукції в повному обсязі і з необхідною точністю.
У процесі проведення контролю працівник ВТК фіксує результати вимірів у пред'явницьких документах із вказівкою заданих і фактичних значень розмірів і параметрів.
Готова продукція чи технологічна операція, прийнята працівником ВТК без зауважень, вважається зданої з першого пред'явлення. На прийняту продукцію працівник ВТК зобов'язаний поставити операційне (кругле) чи фінальне (квадратне) клеймо і зробити оцінку в супровідній і оплатній документації:
- книзі реєстрації;
- пред'явницькій записці;
- пред'явке;
- супровідному ярлику (додаток);
- убранні (рапорті);
- технологічному паспорті чи операційній карті, якщо вони передбачені технологічним процесом. Підпис працівника ВТК завіряється особистим штампом. Поруч ставиться дата оформлення. Клеймо і відбиток штампа повинні бути чіткими.
При виявленні дефектів працівник ВТК записує їх у книзі реєстрації (пред'явницькій записці), при цьому в книзі робиться запис «Повернуто на повторне пред'явлення». У пред'явницькій записці заповнюється відповідний розділ. Оплатна документація на дефектну продукцію не оформляється.
При одержанні оформленого повернення виробничий майстер ретельно аналізує причину дефектів, після чого робить їхнє виправлення та оформляє карту технічного рішення відповідно до СТП 25.5.08. Повторне пред'явлення операцій, деталей, складальних одиниць виробляється по пред'явницькій записці.
Оформлення продукції, прийнятої після повторного пред'явлення, виробляється відповідно до п. 4.8. дійсного стандарту. У випадку виявлення дефектів після повторної перевірки – деталі, складальні одиниці бракуються відповідно до СТП 25.6.18.
Якщо в процесі виготовлення деталі чи складальної одиниці технологічне маркірування зрізується цілком чи частково, робітник (виконавець) зобов'язаний перенести маркірування чи домаркирування деталь чи складальну одиницю, пред'явивши вихідне маркірування працівнику технічного контролю. Працівник ВТК завіряє відновлене маркірування операційним (круглим) клеймом.
Пред'явлення продукції, виготовленої робітником, що має особисте клеймо, виробляється їм по записі в книзі реєстрації.
Передача продукції з ділянки на ділянку, з цеху в цех, подальше використання її по технологічному процесі виготовлення без фінального клейма чи здачі попередньої операції ВТК – забороняється.
Усі деталі, що входять у складальні одиниці, пред'являються працівникам ВТК для перевірки:
- наявності і правильності маркірування;
- наявності клейм;
- комплектності;
- поверхонь, що сполучаються;
- наявності супровідної і технічної документації (накладної, ярлика, паспорта і т.д.).
Деталі і складальні одиниці, виготовлені на інших підприємствах чи країни за рубежем, повинні пред'являтися ВТК із документацією, що підтверджує їхня якість.
Усі відступи від вимог креслень і технічних умов, що не впливають на працездатність виробів, у тому числі заміна матеріалів, сортаменту, марки металу і т.д., оформляються пред'явником картою технічного рішення в порядку, встановленому СТП 25.5.08.
Продукція, виготовлена на підприємстві, повинна проходити приймально-здавальні іспити відповідно до вимог креслень, технічних умов, програм і методик іспитів, розроблених на цю продукцію. Відповідність продукції технічним параметрам підтверджується протоколом іспитів.
При зварюванні виробів повинний бути застосований поопераційний контроль, що передбачає перевірку правильності підготовки крайок у виробах і зборку їх під зварювання, технології і режиму процесу зварювання, якості виробів, що зварюються, і зварювальних матеріалів.
Цілком виготовлені, випробувані, пофарбовані, законсервовані й упаковані вироби пред'являються виробничим майстром на технічний огляд.
Прийнята ВТК, але не відвантажена продукція приймається цехом на відповідальне збереження.
У випадку, якщо відвантаження продукції здійснюється після збереження, відвантажувальні місця пред'являються на контроль ВТК для візуального огляду.
2.1.5 Організація і методика проведення летучого контролю
Летучий контроль здійснюється працівниками відділу технічного контролю на будь-якому етапі виробничого процесу разом із представником цеху.
Летучому контролю підлягають наступні види об'єктів і робіт:
- облік, збереження і запуск матеріалів і комплектуючих виробів у виробництво;
- збереження готових деталей і складальних одиниць у коморах цеху і готової продукції, що знаходиться на відповідальному збереженні;
- стан і дотримання графіків перевірки устаткування на технологічну точність;
- стан, збереження і дотримання графіків перевірки засобів вимірювальної техніки і контрольного оснащення;
- стан і дотримання графіків перевірки й оглядів технологічного оснащення;
- дотримання технологічних процесів;
- стан робочих місць і культура виробництва;
- стан, правильність і своєчасність змін конструкторської і технологічної документації;
- виконання заходів щодо забезпечення якості і т.д.
Летучий контроль виробництва проводиться за завданням чи за власною ініціативою. Тривалість контролю не повинна перевищуватиоднієї зміни. За результатами летучого контролю цехом розробляються заходи щодо усунення виявлених відхилень, що оформляються в розділі 3 «Завдання» і підписуються начальником цеху в термін не пізніше 2-х доби з дня усунення відхилень потрібно тривалий період часу у випадку неможливості усунення недоліків силами цеху, керівництвом цеху в триденний термін проводиться нарада з залученням головних фахівців, за результатами якого оформляється протокол. Протокол затверджується головним інженером відповідного виробництва. У випадку порушення термінів виконання заходів чи неповного усунення виявлених відхилень виконавець доповідає про це начальнику СТК. Начальник СТК повторно виписує «Завдання» для вживання заходів і розробки заходів.
Похожие работы
... , чим вище рівень концентрації виробництва, його спеціалізації і кооперування, тим вище рівень системи якості, а, отже, складніше механізм, що забезпечує її функціонування. 1.4 Категорії управління якістю продукції. Органи управління якістю продукції на підприємстві Для ефективної організації управління якістю продукції необхідно, щоб був не тільки ясно виділений об'єкт управління, але й ...

... дприємства, напрямків підвищення кваліфікації окремих категорій співробітників. 1.2 Показники і критерії оцінювання ефективності менеджменту персоналу підприємства при здійсненні зовнішньоекономічної діяльності Основу концепції управління персоналом підприємства складають [19]: розробка принципів, напрямків та методів управління персоналом; урахування роботи з персоналом на всіх рівнях ...

... висока продуктивність праці низький імідж підприємства РОЗДІЛ 3. ШЛЯХИ ВДОСКОНАЛЕННЯ УПРАВЛІННЯ КОНКУРЕНТОСПРОМОЖНІСТЮ ВАТ "ЮНІСТЬ" 3.1 Формування механізмів управління конкурентоспроможністю підприємства при виході на зовнішній ринок Кожне підприємство функціонує в певному зовнішньому середовищі, з елементами якого воно взаємодіє. Це середовище постійно змінюється, а тому і підприємству ...
... причин відхилень та їх реалізацію; § перевірку, яка передбачає підтвердження ефекту від контрзаходів та їх стандартизацію; § реакцію, що включає оцінювання всієї процедури. Як уже зазначалось, організація системи управління якістю на підприємстві полягає у створенні організаційної структури в межах підприємства, яка охоплює всі сфери його діяльності й підрозділи в сукупності з відповідними ...
0 комментариев