Навигация
Выплавка стали в мартеновских печах
37958
знаков
0
таблиц
2
изображения
2.2 Выплавка стали в мартеновских печах
Процесс выплавки разработан французскими металлургами Э. и П. Мартенами. Он отличается более высокой по сравнению с конвертированием температурой, развиваемой в плавильном пространстве печи, — 1800—1900°С, что позволяет перерабатывать чугун в твердом, жидком состоянии, стальные отходы металлургического и машиностроительного производства. В состав шихты могут входить железная руда, флюсы, марганец. В качестве топлива в мартеновском процессе используется природный газ.
Мартеновская печь (рис. 3) работает следующим образом.
Шихта через загрузочные окна 1 загружается в плавильное пространство 2, выложенное огнеупорным кирпичом. Природный газ и воздух, образующие факел для расплавления
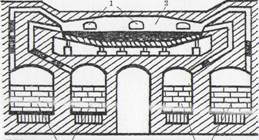
Рис. 3. Мартеновская печь
Готовая сталь выпускается через отверстие — летку, расположенную в задней стенке печи. Различают два варианта мартеновского процесса: скрап-процесс и скрап-рудный процесс.
При скрап-процессе шихта на 60—80% состоит из стального лома и на 20-40% — из чушкового чугуна. Такой процесс используется на металлургических заводах, где нет доменных печей. Скрап-процесс позволяет вводить в состав стали легирующие добавки (марганец, хром, ванадий и др.), улучшающие качество стали.
При скрап-рудном процессе шихта состоит на 60—75% из жидкого чугуна, небольшого количества железной руды и металлического лома. Этот процесс используется на металлургических заводах, имеющих доменные печи. Скрап-рудный процесс — наиболее распространенный процесс плавки.
Емкость мартеновских печей достигает 900 т. Время плавки составляет 3—6 часов. Достоинством мартеновского способа является возможность широкого использования в составе шихты металлического лома и получения качественной стали. Основными недостатками мартеновского процесса следует считать значительную продолжительность плавки и большой расход топлива.
2.3 Выплавка стали в электрических печах
Электросталеплавильный процесс, появившийся в конце XIX в., благодаря поддержанию в плавильном пространстве повышенной температуры (порядка 2000 °С и выше),обеспечивает получение стали более высокого качества по сравнению с конверторным и мартеновским процессами. Высокая температура дает возможность полнее удалять примеси, вводить в состав стали тугоплавкие легирующие металлы, значительно повышающие ее прочность, твердость и коррозийную стойкость.
Электрические плавильные печи разделяются на дуговые и индукционные.
Дуговая электрическая печь (рис, 4) состоит из стального кожуха, футерованного огнеупорным кирпичом. Сверху через отверстия в своде печи введены угольные электроды, Шихта загружается через загрузочное окно 1. Шихта плавится под воздействием высокой температуры, создаваемой электрической дугой, возникающей при прохождении электрического тока между электродами 2 и шихтой 3. Готовую сталь выпускают по желобу летки 4 при наклоне печи, осуществляемом с помощью поворотного механизма 5.
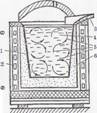
Рис. 4. Дуговая электрическая печь
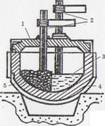
Рис. 5 Индукционная электрическая печь
Емкость дуговых печей колеблется от 0,5 до 400 т, длительность плавки составляет 3-6 часов,
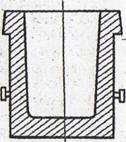
В индукционной печи (рис, 5) плавка осуществляется в тигле из огнеупорного материала 1. Вокруг тигля располагается спиральный индуктор 2, изготовленный из медной трубки, в которой циркулирует охлаждающая вода.
При прохождении тока через индуктор в шихте 4 наводятся мощные вихревые токи, которые обеспечивают плавление шихты. Шихтовые материалы загружаются сверху. Для выпуска готовой стали тигель наклоняют в сторону сливного желоба 3,
В индукционных печах выплавляют особо высококачественные стали. Вместимость печей составляет от десятков килограммов до 2—5 т металла. Продолжительность одной плавки составляет от 0,5 до 2,5 часов.
Электрометаллургический процесс - основной способ производства высококачественных и особо высококачественных и особо высококачественных сталей. Вместе с тем, себестоимость электростали значительно выше конверторной и мартеновской стали. Недостатком электрических печей является относительно малая вместимость, сложность и высокая стоимость электрооборудования, низкая стойкость электродов и тиглей, необходимость использования чистых шихтовых материалов.
2.4 Разливка стали
Изложницы для разливки (сверху)
Разливка сифоном (снизу)
2.5 Непрерывная разливка
Разливка стали имеет очень важное значение в металлургии и позволяет придать полученной стали первичную форму – форму слитка.
Применяют 2 способа разливки: разливка в изложницы и непрерывная разливка стали (рис. 6)
Разливка в изложницы подразделяется на разливку сверху и сифонную разливку.
Разливка сверху используется для получения крупных слитков (десятки тонн). Преимуществом разливки является простое разливочное оборудование, а недостатками — малая производительность и повышенные потери материала за счет усадочной раковины, образующейся в слитке при затвердевании стали.
Сифонный способ разливки (разливка снизу) позволяет получать небольшие слитки (тонны). Производительность процесса выше разливки сверху, поскольку заполняется одновременно несколько изложниц, потери материала меньше. Недостаток способа — сложное разливочное оборудование.
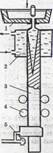
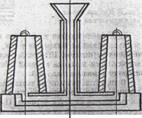
Непрерывная разливка стали— наиболее производительный и экономичный способ разливки. Из ковша 1 через разливочное устройство расплавленная сталь поступает в охлаждаемый водой кристаллизатор 2, В кристаллизаторе сталь затвердевает и в виде слитка 3 непрерывно вытягивается вращающимися роликами 4. Нужной длины слитки отрезаются ацетилено-кислородной горелкой 5.
Преимуществом непрерывной разливки является высокая производительность процесса, возможность получения необходимой формы сочетания слитки, что позволяет направить их непосредственно на обработку резанием и прокатку. При непрерывной разливке до пяти раз сокращаются отходы материалы по сравнению с разливкой в изложницы.
Недостатком способа является сложность разливочного оборудования. Однако применение непрерывной разливки стали в мире быстро увеличивается. Перспективной является организация единого технологического процесса: непрерывная разливка — прокатка стали.
Похожие работы
... серьезными проблемами. Во-первых, здешняя руда имеет сложный состав. Разработать технологию для ее использования не просто. Во-вторых, экологическая уязвимость района очень высока. 3. ПЕРСПЕКТИВЫ РАЗВИТИЯ ЗАПАДНОСИБИРСКОГО МЕТАЛЛУРГИЧЕСКОГО КОМПЛЕКСА Предприятие разрабатывает перспективы своего производственного и социального развития исходя из долгосрочных задач отрасли и с учетом планов ...
... деловые советы как обязательный образец для управления всеми национализированными заводами Урала. К концу февраля 1918 г. в руки пролетарской власти на Урале перешли 8 горнозаводских округов (36 предприятий черной металлургии) и бывшие казенные металлургические заводы Урала. Накануне первой мировой войны эти заводы производили 39,6 млн. пуд. чугуна и 24,6 млн. пуд. проката, или соответственно ...
... , как и лесопильная лебедка, водяным колесом – явление, надо отметить, весьма прогрессивное для техники XVIII века. Архивные документы второй половины XVIII века единодушно рисуют Нижнетагильский «железный завод» гигантом, крупнейшим предприятием замкнутого, полного горно-металлургического цикла. Так, уже в 1767 году на этом заводе помимо четырех доменных печей, дававших в год свыше 400 тысяч ...
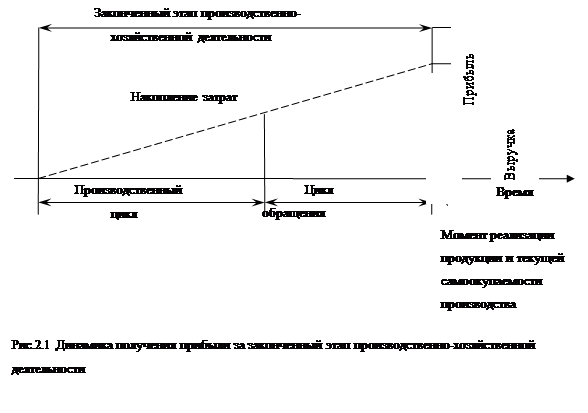
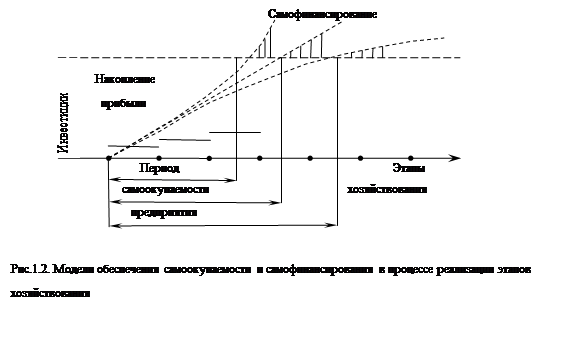
... обточка и УЗК) позволяют гарантированно получать металлопродукцию заданного высокого качества. Глава 2. Теоретико-методические основы осуществления анализа финансово-хозяйственной деятельности металлургических предприятий 2.1 Прибыль и рентабельность как необходимые условия самоокупаемости и самофинансирования производства Анализ прибыли и рентабельности предприятия позволяет ...
0 комментариев