Навигация
Расчет нагрева металла во II интервале
28589
знаков
4
таблицы
3
изображения
3.2 Расчет нагрева металла во II интервале
Температура поверхности металла изменяется от tмIIн, С = 600 С, до tмIIк, С = 1000 С.
Температура газа изменяется от tгIIн , С = 1150 С, до tгIIк, С = 1300 С.
Средние за интервал температуры:
tнмII + tкмII 600 + 1000
![]()
![]() tмII = 2 , С tмII = 2 = 800 C
tмII = 2 , С tмII = 2 = 800 C
tнгII + tкгII 1150 + 1300
![]()
![]() tгII = 2 , С tгII = 2 = 1225 С
tгII = 2 , С tгII = 2 = 1225 С
tмII + tгII 800 + 1225
![]()
![]() tкII = 2 , С tкII = 2 = 1013 С
tкII = 2 , С tкII = 2 = 1013 С
Средняя во II интервале плотность потока результирующего излучения металла
![]()
![]()
![]()
![]() qмIIрез = С0*А [( tгII + 273)4 – ( tмII + 273)4 ] + С0*В [( tкII + 273 )4 – ( tмII + 273)4]
qмIIрез = С0*А [( tгII + 273)4 – ( tмII + 273)4 ] + С0*В [( tкII + 273 )4 – ( tмII + 273)4]
100 100 100 100
1125 + 273 800 + 273 1013 + 273
![]()
![]()
![]() qмIIрез = 5,7*0,76 [( )4 – ( )4] + 5,7*0,3 [( )4 –
qмIIрез = 5,7*0,76 [( )4 – ( )4] + 5,7*0,3 [( )4 –
100 100 100
800 + 273
![]() ( )4] = 132097,9 Вт/м2
( )4] = 132097,9 Вт/м2
100
Средний за II интервал коэффициент теплоотдачи излучением
qмIIрез 132097,9
![]()
![]() £IIизл = , Вт/м2*К £IIизл = = 310,8 Вт/м2*К
£IIизл = , Вт/м2*К £IIизл = = 310,8 Вт/м2*К
![]()
![]() tгII – tмII 1225 - 800
tгII – tмII 1225 - 800
Примим коэффициент теплоотдачи конвекцией £конвII = 15 Вт/м2*К
Суммарный коэффициент теплоотдачи
£∑1I = £IIконв+ £IIизл, Вт/м2*К , £∑1I = 15 + 310,8 = 325,8 Вт/м2*К
Критерий Био
£∑II*S 325,8 * 0,35
![]()
![]() ВiII = = 30,2 = 3,8
ВiII = = 30,2 = 3,8
λ
Температурный критерий
tгII - tкмII 1225 - 1000
![]()
![]() QповII = tгII – tI-II = = 0,3
QповII = tгII – tI-II = = 0,3
1225 – 462,8
Продолжительность II интервала периода нагрева
0,4*0,12
![]()
![]() τII = F0II S2 , С τII = = 18182 С, 18182 : 3600 = 5часов
τII = F0II S2 , С τII = = 18182 С, 18182 : 3600 = 5часов
а 0,0000055
Температура в центре заготовки в конце II интервала периода нагрева
tцентII = tгII - QцентII *( tгII – tI-II), С tцентII = 1225 – 0,6*(1225 – 462,8) = 767,7 С
Средняя по сечению температура заготовки в конце II интервала периода нагрева
![]() tкмII + tцентII
1000 + 767,7
tкмII + tцентII
1000 + 767,7
![]()
![]()
![]() tII -III = , С tII -III = 2 = 884 C
tII -III = , С tII -III = 2 = 884 C
2
III интервал
Температура поверхности металла изменяется от tнмIII, С = 1000, до tкмIII, С = 1250
Температура газа изменяется от tнгIII, С = 1300, до tкгIII, С = 1400.
Средние за интервал температуры:
![]()
![]() tнмIII + tкмIII 1000 + 1250
tнмIII + tкмIII 1000 + 1250
![]()
![]()
![]() tмIII = 2 , С tмIII = = 1125 С
tмIII = 2 , С tмIII = = 1125 С
2
tнгIII + tкгIII
![]()
![]()
![]() tгIII = , С 1300 + 1300
tгIII = , С 1300 + 1300
Похожие работы
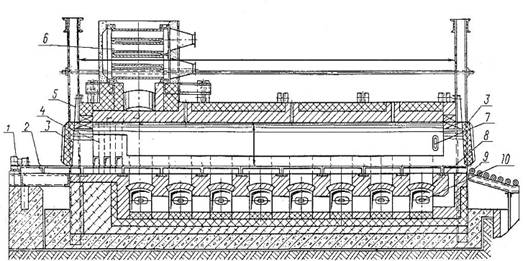
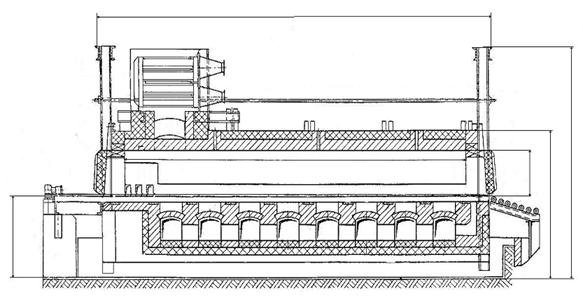
... и должна уточняться в каждом конкретном случае. В связи с развитием техники радиационного нагрева применение муфельного нагрева ограничено. Толкательная печь с нижними топками для термической обработки и нормализации штампованных заготовок или для нагрева заготовок из цветных сплавов. Нормализация – нагрев до пластического состояния. Поддоны с деталями устанавливают с помощью монорельса на стол ...
... инновационных технологических решений, способный трансформировать их в конкурентный продукт для конечного использования. 3. Основные направления и перспективы развития технологических процессов прокатного и кузнечнопрессового производства Основные направления деятельности должны формироваться из круга проблем и вопросов, стоящих перед предприятиями и организациями. К ним нужно отнести ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...
... , замедление) и период движения с установившейся скоростью. Мостовой кран установлен в кузнечнопрессовом цеху машиностроительного производства, где наблюдается выделение пыли, поэтому электродвигатель и все электрооборудование мостового крана требует защиты общепромышленного исполнения не ниже IP 53 - защита электрооборудования от попадания пыли, а также полная защита обслуживающего персонала от ...
0 комментариев