Калибры
Шероховатость, отклонение формы и расположения поверхностей
Резьбовые соединения
Подшипники качения
Шпоночные и шлицевые соединения
Размерные цепи
Сложение и вычитание размеров и предельных отклонений
Расчёт подетальной размерной цепи вероятностным методом. Проектная задача
Замена размеров в размерной цепи
Навигация
Резьбовые соединения
Нормирование точности соединений деталей машин
26410
знаков
10
таблиц
27
изображений
3. Резьбовые соединения
Задано резьбовое соединение: ![]() и отклонения
и отклонения ![]()
![]() ,
, ![]()
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
По условию записи резьбового соединения устанавливаем:
резьба метрическая, номинальный диаметр ![]() ; резьба однозаходная, шаг резьбы мелкий и равен 2,5мм, направление навивки – правое; поля допусков на диаметры гайки
; резьба однозаходная, шаг резьбы мелкий и равен 2,5мм, направление навивки – правое; поля допусков на диаметры гайки ![]() и
и ![]() - 5Н; диаметры
- 5Н; диаметры ![]() и
и ![]() болта имеют поля допусков 5g и 6g соответственно; длинна свинчивания, не выходит за пределы нормальной; впадины резьбы выполнены без закруглений.
болта имеют поля допусков 5g и 6g соответственно; длинна свинчивания, не выходит за пределы нормальной; впадины резьбы выполнены без закруглений.
Определяем по формулам размеры сопрягаемых параметров резьбы:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
По справочнику согласно указанным полям допусков устанавливаем предельные отклонения для нормируемых параметров болта и гайки:
На средний диаметр ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
На наружный диаметр ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
На внутренний диаметр ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
Определяем предельные размеры сопрягаемых параметров соответственно гайки и болта:
![]()
![]() ;
;
![]()
![]() ;
;
![]() ,
,
Так как ![]() не нормируется, то записываем
не нормируется, то записываем ![]() не менее 52,000
не менее 52,000 ![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]() ,
,
Так как ![]() в не нормируется, то записываем
в не нормируется, то записываем ![]() не более 49,294
не более 49,294![]() .
.
Находим допуски на сопряжённые размеры резьбового соединения:
![]()
![]() ;
;
![]() - не нормируемый;
- не нормируемый;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]() - не нормируемый;
- не нормируемый;
Определяем зазоры по сопряженным поверхностям резьбового соединения:
по среднему диаметру:
![]()
![]() ;
;
![]()
![]() ;
;
по наружному диаметру:
![]()
![]() ;
;
![]()
![]() ;
;
Данные расчётов заносим в Таблицу 3.1, а по их результатам строим схему заданного резьбового соединения (Рисунок 3.1)
Таблица 3.1 Данные расчёта
| Обозначение диаметров резьбового соединения | Номин. р-ры | Гайка | Болт | Допуски размеров | |||||
| Пред-е откл. мм | Предельные д-ры | Пред-е откл. мм | Предельные д-ры | Гайки | Болта | ||||
| max | min | max | min | ||||||
| Наружный d(D) | 52,000 | не норм. | не менее 52,000 | 52,000 |
| 51,952 | 51,577 | не норм. | 0,375 |
|
|
| ||||||||
| Средний d2(D2) | 50,381 |
| 50,681 | 50,381 |
| 50,333 | 50,163 | 0,3 | 0,17 |
|
|
| ||||||||
| Внутренний d1(D1) | 49,294 |
| 49,594 | 49,294 |
| 49,246 | не более 49,294 | 0,3 | не норм. |
|
| не норм. | ||||||||
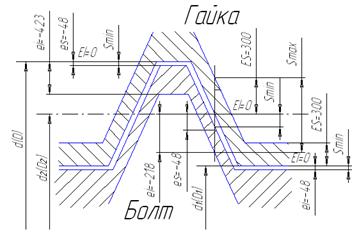
Рисунок 3.1
Находим компенсационные поправки, обусловленные наличием указанных в задании дополнительных неточностей в шаге и угла профиля болта и гайки:
суммарная погрешность накопленного шага
![]()
![]() ;
;
суммарная погрешность правой половины профиля резьбы
![]() ;
;
суммарная погрешность левой половины профиля резьбы
![]() ;
;
суммарная погрешность угла профиля резьбы
 ;
;
поправка для расчёта зазоров, вносимая наличием погрешностей в шаге и угле профиля:
![]()
![]() .
.
Поскольку ошибка, вносимая в соединение погрешностями в шаге и угле профиля, не превышает ![]() (
(![]() , так как
, так как ![]() ), то для получения гарантированного зазора в резьбовом соединении с указанными погрешностями изготовления можно считать, что коррекция посадки выполнена правильно.
), то для получения гарантированного зазора в резьбовом соединении с указанными погрешностями изготовления можно считать, что коррекция посадки выполнена правильно.
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев