Калибры
Шероховатость, отклонение формы и расположения поверхностей
Резьбовые соединения
Подшипники качения
Шпоночные и шлицевые соединения
Размерные цепи
Сложение и вычитание размеров и предельных отклонений
Расчёт подетальной размерной цепи вероятностным методом. Проектная задача
Замена размеров в размерной цепи
Навигация
Шпоночные и шлицевые соединения
Нормирование точности соединений деталей машин
26410
знаков
10
таблиц
27
изображений
5. Шпоночные и шлицевые соединения
В задании указаны диаметр вала и втулки ![]()
![]() , длина соединения
, длина соединения ![]()
![]() , тип соединения 3.
, тип соединения 3.
По СТ СЭВ 189-78 выбираем основные размеры соединения: ![]()
![]() ,
, ![]()
![]() , интервал длин
, интервал длин ![]() от
от ![]()
![]() , до
, до ![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() .
.
Записываем условное обозначение шпонки: Шпонка ![]() СТ СЭВ 189-78. Для заданного вида соединения назначаем поля допусков для деталей шпоночного соединения, пользуясь СТ СЭВ 189-78, для ширины шпонки b – h9; для высоты шпонки h – h11; для длины шпонки l – h14; для ширины паза на валу - N9; для ширины паза во втулке - Js9.
СТ СЭВ 189-78. Для заданного вида соединения назначаем поля допусков для деталей шпоночного соединения, пользуясь СТ СЭВ 189-78, для ширины шпонки b – h9; для высоты шпонки h – h11; для длины шпонки l – h14; для ширины паза на валу - N9; для ширины паза во втулке - Js9.
Определяем предельные отклонения пользуясь СТ СЭВ 144-88 на гладкие соединения:
Диаметр вала – 35m6 ![]()
Диаметр втулки – 35H7 ![]()
Ширина шпонки – 10h9 ![]()
Высота шпонки – 8h11 ![]()
Длина шпонки – 42h14 ![]()
Ширина паза на валу – 10P9 ![]()
Ширина паза во втулке – 10P9 ![]()
Глубина паза на валу – ![]()
Глубина паза во втулке – ![]()
Строим схемы расположения полей допусков Рисунок 5.1.
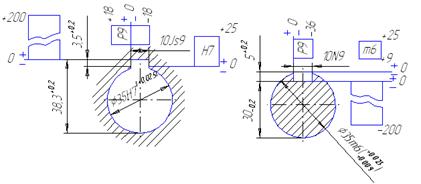
Рисунок 5.1
В задании указаны параметры эвольвентного соединения: номинальный диаметр ![]()
![]() ; модуль
; модуль ![]()
![]() . Вид центрирования по наружному диаметру. По ГОСТ 6033-70 выбираем недостающие параметры -
. Вид центрирования по наружному диаметру. По ГОСТ 6033-70 выбираем недостающие параметры - ![]() . Находим диаметр делительной окружности:
. Находим диаметр делительной окружности:
![]()
![]()
По СТ СЭВ 259-68 назначаем поля допусков втулки и вала из рекомендуемых посадок. Выбираем по наружному центрирующему диаметру для втулки ![]() ; для вала
; для вала ![]() , посадка по
, посадка по ![]() ; для ширины впадин втулки
; для ширины впадин втулки ![]() (толщина зуба S) – для ширины впадины
(толщина зуба S) – для ширины впадины ![]() , для толщины зуба
, для толщины зуба ![]() посадка
посадка ![]() ; поле допуска втулки и вала по центрирующему диаметру при плоской форме дна впадин для втулки
; поле допуска втулки и вала по центрирующему диаметру при плоской форме дна впадин для втулки ![]() , для вала
, для вала ![]() , посадка -
, посадка - ![]() .
.
Величины придельных отклонений диаметров определяем, пользуясь стандартом СЭВ 144-88. Величины придельных отклонений по боковым сторонам зубьев определяем, пользуясь стандартом СЭВ 259-88.
Для втулки ![]() СТ СЭВ 259-88 центрирующий диаметр
СТ СЭВ 259-88 центрирующий диаметр ![]() ; ширина впадин
; ширина впадин ![]() ,
,![]()
![]() ;
; ![]()
![]() ;
;![]() .
.
Для вала ![]() : центрирующий диаметр
: центрирующий диаметр ![]()
![]() , толщина зуба
, толщина зуба ![]() ,
, ![]()
![]() ;
; ![]()
![]() ;
;![]()
![]() .
.
Условное обозначение соединения ![]() СТ СЭВ 259-88.
СТ СЭВ 259-88.
Пользуясь величинами предельных отклонений, строим схему расположения полей допусков Рисунок 5.2.
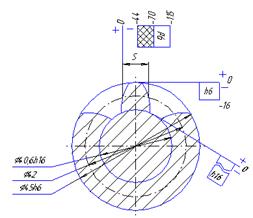
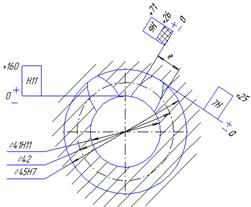
Рисунок 5.2
В задании указаны параметры прямобочного шлицевого соединения ![]() . Вид центрирования по
. Вид центрирования по ![]() . По ГОСТ 1139-80 выбираем недостающие данные -
. По ГОСТ 1139-80 выбираем недостающие данные - ![]()
![]() ,
, ![]() .
.
По ГОСТ1139-80 назначаем поля допусков втулки и вала из рекомендуемых посадок, выбираем по наружному центрирующему диаметру
![]() для втулки -
для втулки - ![]() , для вала
, для вала ![]() , посадка по
, посадка по ![]() -
-![]() ; для ширины шлица (вала)
; для ширины шлица (вала) ![]() для втулки -
для втулки - ![]() , для вала -
, для вала - ![]() , посадка по
, посадка по ![]() -
- ![]() , поле допуска втулки по нецентрирующему диаметру
, поле допуска втулки по нецентрирующему диаметру ![]() -
- ![]() , предельное отклонение вала по нецентрирующему диаметру
, предельное отклонение вала по нецентрирующему диаметру ![]() - не менее
- не менее ![]()
![]() .
.
Величины придельных отклонений определяем, пользуясь стандартом СЭВ 144-88 на гладкие сопряжения.
Для втулки ![]() :
:
Центрирующий диаметр ![]()
Не центрирующий диаметр - ![]()
Ширина паза ![]()
Для вала ![]() :
:
Центрирующий диаметр ![]()
Не центрирующий диаметр - ![]()
Ширина зуба ![]()
Условно обозначение: ![]() .
.
Пользуясь величинами придельных отклонений, строим схему расположения полей допусков Рисунок 5.3.
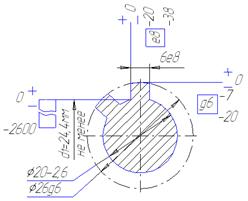
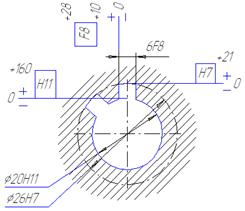
Рисунок 5.3
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев