Калибры
Шероховатость, отклонение формы и расположения поверхностей
Резьбовые соединения
Подшипники качения
Шпоночные и шлицевые соединения
Размерные цепи
Сложение и вычитание размеров и предельных отклонений
Расчёт подетальной размерной цепи вероятностным методом. Проектная задача
Замена размеров в размерной цепи
Навигация
Замена размеров в размерной цепи
Нормирование точности соединений деталей машин
26410
знаков
10
таблиц
27
изображений
6.6 Замена размеров в размерной цепи
Исходные данные:
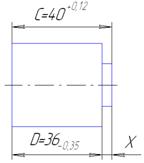
Рисунок 6.6
Первый вариант замены. Вместо размера С указать на чертеже размер X:
Запишем уравнение расчёта и подставим в него предельные значения размеров C и D. ![]() ;
; ![]() , откуда
, откуда
![]() ;
; ![]() , т.е.
, т.е. ![]()
Это указывает на то, что замена размера С размером X без уменьшения допуска размера С невозможна рисунок 6.7.
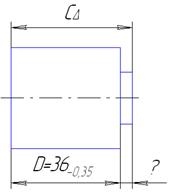
Рисунок 6.7
Второй вариант замены. Вместо размера D указать на чертеже размер X:
Запишем уравнение ![]() ;
; ![]() .
.
![]() ;
; ![]() , откуда
, откуда
![]() ;
; ![]() ,
,
Следовательно ![]()
Схема замены показана на рисунке 6.8.
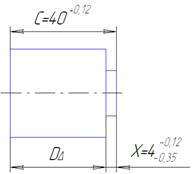
Рисунок 6.8
Сумма допусков размеров D и X после замены должна быть равна допуску заменяемого размера ![]() мм. Поверхность I получают, как правило, чистовым точением. Поэтому обеспечить точность размеров D и X с суммарным допуском 0,3мм практически возможно.
мм. Поверхность I получают, как правило, чистовым точением. Поэтому обеспечить точность размеров D и X с суммарным допуском 0,3мм практически возможно.
7. Зубчатые передачи
Исходные данные:
Обозначение точности колеса: 10 – 8 – 6 – А.
Модуль: ![]()
![]() .
.
Число зубьев: ![]()
Коэффициент смещения исходного контура колеса: ![]() .
.
Расшифруем условное обозначение передачи: 10 – 8 – 6 – А
10 – степень точности по норме кинематической точности;
8 – степень точности по норме плавности работы;
6 – степень точности по норме контакта зубьев;
А – вид сопряжения, ограничивающего боковой зазор.
Так как вид допуска на боковой зазор не указан, то он совпадает с видом сопряжения, то есть, обозначен символом “А”.
Устанавливаем комплекс контроля по ГОСТ 1643-81
Выписываем нормируемые погрешности:
![]() - наибольшая кинематическая погрешность зубчатого колеса (по норме кинематической точности),
- наибольшая кинематическая погрешность зубчатого колеса (по норме кинематической точности),
![]() - местная кинематическая погрешность (по норме плавности работы),
- местная кинематическая погрешность (по норме плавности работы),
![]() - погрешность направления зуба (по норме контакта),
- погрешность направления зуба (по норме контакта),
![]() - наименьшее отклонение толщины зуба и допуск на толщину зуба (по норме бокового зазора).
- наименьшее отклонение толщины зуба и допуск на толщину зуба (по норме бокового зазора).
Назначаем допуски на погрешности:
Допуск ![]() определи по следующей формуле
определи по следующей формуле ![]()
где: ![]() - допуск на накопленную погрешность зубчатого колеса
- допуск на накопленную погрешность зубчатого колеса
![]() - допуск на погрешность профиля зуба колеса
- допуск на погрешность профиля зуба колеса
![]() ;
; ![]() ;
; ![]()
Допуск ![]() - определяем в зависимости от степени точности по норме плавности – 8, модуля m=4мм, делительного диаметра
- определяем в зависимости от степени точности по норме плавности – 8, модуля m=4мм, делительного диаметра ![]() :
:
![]()
Допуск ![]() определяем с учётом степени точности по норме контакта – 6, модуля m=4мм, ширины венца
определяем с учётом степени точности по норме контакта – 6, модуля m=4мм, ширины венца ![]()
где: ![]() - коэффициент ширины зуба колеса,
- коэффициент ширины зуба колеса,
![]() для цилиндрических прямозубых колёс
для цилиндрических прямозубых колёс
Принимаем ![]() ,
,
![]() ,
,
![]() .
.
Наименьшее отклонение толщины зуба ![]() исходя из вида сопряжения А, степени точности по нормам плавности – 8, делительному диаметру
исходя из вида сопряжения А, степени точности по нормам плавности – 8, делительному диаметру ![]() :
:
![]()
Допуск на толщину зуба ![]() выбираем в зависимости от допуска на радиальное биение зубчатого венца
выбираем в зависимости от допуска на радиальное биение зубчатого венца ![]() и вида сопряжения А. В свою очередь
и вида сопряжения А. В свою очередь ![]() выбирается в зависимости от степени точности по нормам кинематической точности–10,модуля m=4мм, делительного диаметра
выбирается в зависимости от степени точности по нормам кинематической точности–10,модуля m=4мм, делительного диаметра ![]() :
:
![]() ,
, ![]()
Определяем размеры, необходимые для оформления чертежа зубчатого колеса.
Высота головки зуба до постоянной хорды ![]() и кинематическая толщина зуба колеса без смещения по постоянной хорде
и кинематическая толщина зуба колеса без смещения по постоянной хорде ![]() , определяем по формулам:
, определяем по формулам:
![]() ;
; ![]() .
.
Определяем параметры точности формы, расположения и шероховатости отдельных поверхностей.
На ширину венца назначаем из конструктивных и технологических соображений поле допуска по h11…h14.
![]()
Поле допуска диаметра выступов принимаем по h. Диаметр окружности выступов: ![]() .
.
Допуск на диаметр выступа ![]() рассчитываем по формуле:
рассчитываем по формуле: ![]() .
.
Так как окружность выступов используется как измерительная база для измерения толщины зуба принимаем ![]() и округляем его до стандартного
и округляем его до стандартного ![]() , что соответствует допуску h9
, что соответствует допуску h9
![]() .
.
Допуск на радиальное биение диаметра выступов ![]() назначаем в зависимости от допуска
назначаем в зависимости от допуска ![]() на радиальное биение зубчатого венца:
на радиальное биение зубчатого венца:
![]() , тогда
, тогда ![]() . Округляем значение допуска до стандартного
. Округляем значение допуска до стандартного ![]() .
.
Допуск биения торцев колеса назначаем в зависимости от допуска на направление зуба ![]() , ширины венца b и диаметра выступов
, ширины венца b и диаметра выступов ![]() :
: ![]() , округляем до стандартного
, округляем до стандартного ![]() .
.
Шероховатость рабочих эвольвентных поверхностей берём в зависимости от допуска отклонения профиля ![]() :
: ![]() , принимаем
, принимаем ![]() .
.
Увязываем посадку отверстия с точностью зубчатой передачи, в частности, с той нормой точности, которая является основой в оценке работоспособности передачи. Степень точности – 6 по норме контакта зубьев предполагает высоконагруженную передачу с посадкой H7/t6 колеса на вал (без шпонок). Соответственно отверстие по H7.
Диаметр отверстия выбираем конструктивно, учитывая, что минимальная толщина обода должна быть не менее 3m, чтобы обеспечить равнопрочность обода и зубьев. Принимаем отверстие:
![]() .
.
Шероховатость отверстия назначаем следующим образом:
![]() , где:
, где: ![]() - допуск соответствующего размера. При
- допуск соответствующего размера. При ![]() .
.
Шероховатости торцев и окружности вершин колеса рассчитываем по формулам: ![]() ;
;![]() ,
, ![]() ;
;![]() .
.
Шероховатость торцев колеса: ![]() . Принимаем
. Принимаем ![]() .
.
Шероховатость окружности вершин колеса: ![]() .
.
Принимаем ![]() .
.
Выбор средств измерения:
Первый из измеряемых параметров, выбранного колеса – кинематическая погрешность зубчатого колеса ![]() , допуск
, допуск ![]() . Выбираем прибор БВ-5094. Проверяем, соответствуют ли размеры нашего колеса размерам измеряемых на приборе.
. Выбираем прибор БВ-5094. Проверяем, соответствуют ли размеры нашего колеса размерам измеряемых на приборе.
Второй измеряемый параметр – кинематическая погрешность ![]() , допуск
, допуск ![]() . Выбираем прибор БВ-5058.
. Выбираем прибор БВ-5058.
Третий измеряемый параметр – погрешность направления зуба ![]() , допуск
, допуск ![]() . Выбираем прибор по БВ-5055 ЧЗИП.
. Выбираем прибор по БВ-5055 ЧЗИП.
Толщину зуба (наименьшее отклонение ![]() и допуск на толщину
и допуск на толщину ![]() ) проверяем зубомером ЗИМ-16.
) проверяем зубомером ЗИМ-16.
Литература
Единая система допусков и посадок СЭВ в машиностроении и приборостроении: справочник в двух томах – М: изд. стандартов, 1989-том 1-263 с., том.2: Контроль деталей 208с.
Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения: учебник – 6-е издание - М.: М-е, 1986-352с.
Берестнёв О.В. Самоустанавливающиеся зубчатые колёса – Мн.: Наука и техника, 1983-312с.
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев