Калибры
Шероховатость, отклонение формы и расположения поверхностей
Резьбовые соединения
Подшипники качения
Шпоночные и шлицевые соединения
Размерные цепи
Сложение и вычитание размеров и предельных отклонений
Расчёт подетальной размерной цепи вероятностным методом. Проектная задача
Замена размеров в размерной цепи
Навигация
Сложение и вычитание размеров и предельных отклонений
Нормирование точности соединений деталей машин
26410
знаков
10
таблиц
27
изображений
6.3 Сложение и вычитание размеров и предельных отклонений
Исходные данные:
Таблица 6.2 Размеры и предельные отклонения
| 55-0,1 | +20-0,1 | -35+0,1 | +15±0,2 | -20±0,2 |
|
![]()
Подготовим уравнение к сложению и вычитанию придельных отклонений:
![]()
6.4 Расчёт подетальной размерной цепи методом максимума-минимума. Проектная задача.
Исходные данные:
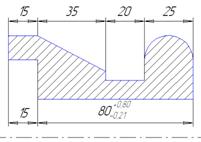
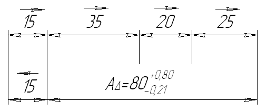
Эскиз детали Схема размерной цепи
Рисунок 6.5
Передаточные отношения составляющих звеньев:
![]() .
.
Требования к замыкающему звену:
![]() ;
; ![]() ;
; ![]() ;
;
![]() .
.
Звенья с известными допусками в размерной цепи отсутствуют ![]() .
.
В качестве корректирующего звена можно принять звено ![]() с размером 15мм, так как положение внутренней торцовой поверхности не будет влиять на служебное назначение детали.
с размером 15мм, так как положение внутренней торцовой поверхности не будет влиять на служебное назначение детали.
Расчёт производится методом максимума-минимума. Связь между допусками замыкающего звена и допусками составляющих звеньев устанавливается способом одинакового квалитета.
Расчёт количества единиц допуска производится по следующей формуле:

![]() - принимаем из таблицы П.7.1 и записываем в таблицу 6.3.
- принимаем из таблицы П.7.1 и записываем в таблицу 6.3.
Назначаем квалитет по таблице П.7.2 в зависимости от стандартного ![]() , ближайшего к расчётному
, ближайшего к расчётному ![]() . Принимаем 12-й квалитет.
. Принимаем 12-й квалитет.
Назначаем стандартный допуск по таблице П.7.3 в зависимости от номинального размера и принятого 12-го квалитета. Допуски составляющих звеньев, кроме ![]() , записаны в таблице 6.3.
, записаны в таблице 6.3.
Расчёт допуска корректирующего звена из условия формулы:
![]() .
.
Назначенные предельные отклонения составляющих звеньев ![]() записаны в таблице 6.3.
записаны в таблице 6.3.
Расчёт координат, середины поля допуска составляющих звеньев проводим по формуле ![]() , а результаты записываем в табл.6.1.
, а результаты записываем в табл.6.1.
Таблица 6.3 Сведения о размерной цепи, рассчитанной методом максимума-минимума
| Символ звена | Номин. размер | Характер действия |
|
| Квалитет |
мкм |
мкм |
мкм |
мкм |
мкм | Исполн. размер |
|
| 15 | увел. | +1 | 1,08 | 12 | 180 | 90 | +180 | 0 | -90 |
|
|
| 35 | увел. | +1 | 1,56 | 12 | 250 | 125 | +250 | 0 | -125 |
|
|
| 20 | увел. | +1 | 1,31 | 12 | 210 | 105 | +210 | 0 | -105 |
|
|
| 25 | увел. | +1 | 1,31 | 12 | 210 | 105 | +160 | -50 | 55 |
|
|
| 15 | уменш. | -1 | 1,08 | 12 | 160 | 80 | +160 | 0 | 50 |
|
Расчёт координаты середины поля допуска, корректирующего звена по формуле:
![]()
Расчёт предельных отклонений корректирующего звена:
![]() ;
;
![]() .
.
Решение проверочной задачи способом сложения и вычитания номинального размера и предельных отклонений.
![]()
Подготовим уравнение для сложения и вычитания:
![]()
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев