Определение параметров плавки в конце продувки
Определение расхода лома на плавку
Расчет количества и состава шлака
Расчет расхода дутья
Составление теплового баланса плавки и определение температуры металла
Расчет раскисления стали и ее химического состава
Расчет расхода материалов на всю плавку и выхода продуктов плавки
Внепечная обработка стали
Навигация
Определение параметров плавки в конце продувки
Определение основных параметров технологии плавки IF-стали в конвертере с верхней подачей дутья
48440
знаков
16
таблиц
0
изображений
2. Определение параметров плавки в конце продувки
В начале расчета необходимо определить параметры, характеризующие состояние ванны жидкого металла в конце продувки: массу металла, его химический состав и температуру.
Принимаем, что вместимость конвертера составляет 240 тонн, а это значит, что в конце продувки в конвертере масса жидкого металла должна быть равна 240 тонн. Так как при продувке происходит окисление элементов металла и неизбежны потери железа, то исходная масса металлических материалов, из которых получают сталь (масса чугуна и лома), должна быть больше массы жидкой стали. Определение массы каждого из металлических материалов, загружаемых в конвертер, является одной из задач расчета плавки.
Химический состав стали любой марки регламентируется стандартами или оговаривается с заказчиком и должен соответствовать установленным требованиям. В задании выплавляется IF-сталь, состав которой приведен в таблице 1.
Таблица 1 – Химический состав выплавляемой марки стали
| Марка стали | Массовая доля элементов, % | |||||
| C | Si | Mn | P | S | ||
| не более | не более | не более | не более | |||
| IF | 0,004 | 0,02 | 0,25 | 0,010 | 0,010 | |
Кроме того, следует учесть, что для осуществления безаварийной разливки на машинах непрерывного литья заготовок содержание серы и фосфора в разливаемом металле не должно превышать 0,025 и 0,015% соответственно.
Известно, что в классическом кислородно-конвертерном процессе количество лома, загружаемого на плавку, не превышает 30% от массы металлошихты (обычно 22…28%). Это обусловлено тепловым балансом плавки, когда расход лома как охладителя плавки определяется разностью приходной и расходной частей теплового баланса. При подаче холодного дутья снизу доля лома в шихте уменьшается (на 1…5% в зависимости от расхода и вида дутья).
В этих условиях исходная концентрация элементов в металлошихте существенно превышает их содержание в марочном составе выплавляемой стали. Поэтому удаление избытка элементов (в основном углерода) является главной задачей окислительного рафинирования в процессе продувки металла кислородом.
Продувку желательно прекратить тогда, когда достигнуто требуемое содержание углерода в металле [С]м. Для IF-стали это значение не должно превышать 0,004% (по таблице 1). Но при выплавке стали в кислородном конвертере такое низкое содержание углерода получить невозможно (оно достигается при последующей ковшевой обработке стали), поэтому примем среднее содержание углерода в металле на выходе из конвертера равным 0,03%.
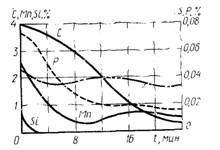
При продувке невозможно избежать практически полного окисления кремния и большей части марганца (окисляется на 75…85%). Это значит, что остаточные содержания кремния и марганца окажутся в большинстве случаев меньше необходимых и потребуется вводить их в металл в виде специальных материалов (как правило, ферросплавов). При этом надо учитывать поступление в металл сопутствующих элементов (в том числе и углерода).
В производственных условиях, если после продувки реальная концентрация углерода не соответствует расчетным значениям, проводится коррекция; при высокой концентрации углерода металл додувают, при низкой – в металл на выпуске вводят углеродсодержащий материал (кокс, графит и др.). Однако любая коррекция является нежелательной, так как связана с дополнительными затратами материалов, энергии, времени и труда.
Температура металла в конце продувки зависит от содержания углерода в металле, способа ковшевой обработки и типа разливки, так как это определяет необходимый запас тепла металла для сохранения его в жидком состоянии вплоть до разливки последних порций металла. Данная температура (tм) равна сумме температуры начала затвердевания металла – температуры плавления (tпл) и величины перегрева металла, учитывающего потери тепла от момента выпуска металла до окончания разливки (tпер):
tм = tпл + tпер.
В этом случае температуру плавления металла можно определить по формуле:
tпл = 1539 – 80·[C]м,
где 1539 – температура плавления чистого железа, °С;
[C]м – содержание углерода в металле в конце продувки, %.
Величину перегрева металла можно выбирать в пределах, указанных в таблице 2.
Таблица 2 – Величина необходимого перегрева металла в конвертере в зависимости от условий ковшевой обработки и разливки
| Условия ковшевой обработки и разливки | Величина перегрева металла |
| Разливка в изложницы сверху Разливка в изложницы сифоном Непрерывная разливка с предварительной продувкой металла в ковше инертным газом Непрерывная разливка с предварительным вакуумированием металла в ковше Непрерывная разливка с комбинированными способами ковшевой обработки металла | 75…85 90…110 100…120 110…130 120…150 |
Для условий примера расчета [C]M = 0,03%.
Тогда tпл = 1539 – 80·0,03 = 1536,6 ºС.
Принимаем среднее значение перегрева металла, равным 120 °С (по таблице 2). В результате требуемая температура металла в конвертере в конце продувки должна быть:
tм =1536,6 + 120= 1656,6 °C.
Таким образом, в конце продувки в конвертере необходимо получить 240 тонн жидкого металла, содержащего 0,03% углерода и имеющего температуру 1656,6 °С.
Похожие работы
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... Югов П.И. Использование термодинамической модели для прогнозирования усвоения элемента раскисления //Сталь – 1977. - №10. – с. 12-21. 15. Мочалов С.П. Методы оптимизации металлургических процессов. – Новокузнецк, 1989. 16. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы. – М.: Издательство стандартов, 1991. – 36 с. 17. ГОСТ ...
... 10-30 %, максимальное количество меди в концентрате до 50%. В России основными предприятиями по производству меди являются: Норильский никель, Северный никель, Пышма, Среднеуральский медеплавильный завод. 6 История развития ОАО "Среднеуральский медеплавильный завод" Правительственное постановление о строительстве на Урале крупного медеплавильного предприятия на базе Дегтярского месторождения ...
... большая часть графитизируется в виде пластинчатого графита, а содержание углерода в виде цементита составляет не более 0,8 %. У серых чугунов хорошие технологические и прочностные свойства, что определяет широкое применение их как конструкционного материала. Половинчатые чугуны — занимают промежуточное положение между белыми и серыми чугунами, и в них основное количество углерода (более 0,8 %) ...
0 комментариев