Навигация
Расчет потребности в производственном оборудовании
19851
знак
13
таблиц
6
изображений
3.2 Расчет потребности в производственном оборудовании
Расчет потребности в производственном оборудовании. Расчетное количество оборудования данной группы определяется по формуле:
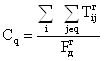 ,
,
где ![]() – трудоемкость обработки детали в каждой группе оборудования в плановом периоде,
– трудоемкость обработки детали в каждой группе оборудования в плановом периоде,
![]() – действительный фонд времени работы единицы оборудования в плановом периоде.
– действительный фонд времени работы единицы оборудования в плановом периоде.
Принятое количество станков в каждой группе ![]() определяется путем округления расчетного значения
определяется путем округления расчетного значения ![]() целого в большую сторону, если дробная часть
целого в большую сторону, если дробная часть ![]() превышает 0,1, и в меньшую сторону, если нет:
превышает 0,1, и в меньшую сторону, если нет: ![]()
Расчеты сводятся в таблицу.
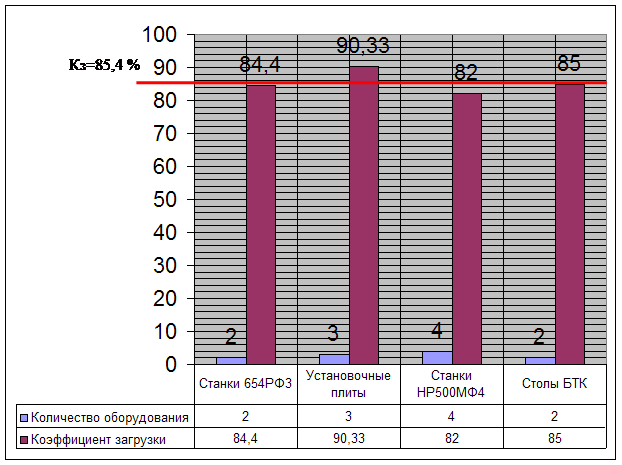
Определяются коэффициенты загрузки оборудования по группам и в целом по участку:
 ;
;  .
.
Таблица 6. Расчет потребного количества оборудования
| №№ п.п. | Наименование оборудования | Модель станка | № детали | № операции |
(час) |
|
|
|
|
|
| 1 | Токарно- винторезный | 1А616 | 1 2 3 5 5 | 1 1 4 5 6 | 1584 794.73 522.24 332.76 332.76 | 3566.49 | 0.77 | 1 | 0.77 | |
| 2 | Вертикально- фрезерный | 6М11В | 1 2 3 5 | 4 4 2 7 | 689.28 1013.04 713.46 909.84 | 3325.62 | 0.72 | 1 | 0.72 | |
| 3 | Горизонтально-фрезерный | 6Н80 | 1 2 3 | 5 5 1 | 1054.08 1185.39 1018.64 | 3258.11 | 0.77 | 1 | 0.77 | |
| 4 | Горизонтально-фрезер ный | 6Н82 | 5 | 1 | 337.46 | 337.46 | 0.07 | 1 | 0.07 | |
| 5 | Кругло- шлифовальной | 3Б153 | 1 1 2 2 | 3 7 3 7 | 1313.28 622.081 922.66 1922.66 | 4933.48 | 1.07 | 2 | 0.54 | |
| 6 | Вертикально- фрезерный | 6С12 | 1 2 3 5 | 2 2 3 2 | 1783.68 1434.34 909.84 1192.86 | 5320.72 | 1.15 | 2 | 0.58 | |
| 7 | Сверлильный | 2А125 | 1 2 | 6 6 | 4037.79 4218.75 | 8256.54 | 1.79 | 2 | 0.90 | |
| 8 | Вертикально- фрезерный | 6М12 | 3 | 6 | 1372.24 | 1372.24 | 0.3 | 1 | 0.3 | |
| 9 | Плоско- шлифовальный | 3Г71 | 3 | 5 | 332.76 | 332.76 | 0.07 | 1 | 0.07 | |
| 10 | Вертикально- фрезерный | 6М118 | 5 | 3 | 1813.26 | 1813.26 | 0.39 | 1 | 0.39 | |
| 11 | Шлифовальный | 336 | 5 | 4 | 398.56 | 398.56 | 0.09 | 1 | 0.09 |
Похожие работы

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... Руководство Начальник цеха заместитель начальника цеха начальник участка мастер 1 1 3 9 ПДБ Начальник ПДБ старший диспетчер диспетчер инженер по планированию техник по материалам 1 1 3 1 1 Технологическое бюро Начальник технологического бюро Старший инженер-технолог инженер-технолог инженер-конструктор техник-технолог ...
обходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки. 1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ...
0 комментариев