Навигация
Расчет потребности в основных производственных рабочих
19851
знак
13
таблиц
6
изображений
3.3 Расчет потребности в основных производственных рабочих
Расчет потребности в основных производственных рабочих ведется в разрезе профессий и квалификационных разрядов по следующей формуле:
 , где
, где
![]() -расчетное количество рабочих k-ой профессии j-го разряда;
-расчетное количество рабочих k-ой профессии j-го разряда;
![]() -трудоемкость по выполнению i-ой детали на j-ой группе оборудования по k-му разряду;
-трудоемкость по выполнению i-ой детали на j-ой группе оборудования по k-му разряду;
![]() – эффективный годовой фонд времени работы одного рабочего, принимается равным 1750 часов.
– эффективный годовой фонд времени работы одного рабочего, принимается равным 1750 часов.
Таблица 7. Расчет численности основных производственных рабочих
| №№ п.п. | Наименование профессии | Разряд | № детали | № операции |
|
|
|
|
| 1 | Токарь | 3 | 1 2 3 5 5 | 1 1 4 5 6 | 1584 794.73 522.24 332.76 332.76 | 3566.49 | 2.04 | 2 |
| 2 | Фрезеровщик | 4 | 1 2 3 5 1 2 3 5 1 2 3 5 3 5 | 4 4 2 7 5 5 1 1 2 2 3 2 6 3 | 689.28 1013.04 713.46 909.84 1054.08 1185.39 1018.64 337.46 1783.68 1434.34 909.84 1192.86 1372.24 1813.26 | 15427.41 | 8.82 | 9 |
| 3 | Сверловщик | 2 | 1 2 | 6 6 | 4037.79 4218.75 | 8256.54 | 4.72 | 5 |
| 4 | Шлифовщик | 3 | 1 1 2 2 3 5 | 3 7 3 7 5 4 | 1313.28 622.081 922.66 1922.66 332.76 398.56 | 5664.80 | 3.24 | 4 |
4. Построение календарного графика работы серийного участка производства (стандарт-плана)
Стандарт-план строится в масштабе времени на период равный принятой периодичности запуска партий деталей. Для построения календарного графика работы участка, необходимо закрепить детале-операции за станками. Закрепление производится таким образом, чтобы обеспечить равномерную загрузку оборудования, а сумма операционных циклов закрепляемых за станком операций не превышала фонда времени работы оборудования в принятой периодичности. Если длительность операционного цикла операции больше фонда времени принятой периодичности, то операцию закрепляют за одним или более станками дублерами. При этом партию делят на равные части, обработка которых должна осуществляться одновременно. Станки дублеры допускается так же вводить при обеспечении равномерности загрузки оборудования.
Таблица 8. Закрепление детале-операций за станками
| N станка | Наименование оборудования | Модель | № деталей |
| Кз | |||
| 1 | 2 | 3 | 5 | |||||
| № операции - | ||||||||
| 1 | Токарно-винторезный | 1А616 | 1–66 | 1–33 | 4–22 | 5–17 6–17 | 155 | |
| 2 | Вертикально- фрезерный | 6М11В | 4–28 | 4–42 | 2–15 | 7–37 | 122 | |
| 3 | Горизонтально-фрезерный | 6Н80 | 5–44 | 5–49 | 1–42 | - | 135 | |
| 4 | Горизонтально-фрезерный | 6Н82 | - | - | - | 1–18 | 18 | |
| 5 6 | Кругло- шлифовальной | 3Б153 | 3–55 7–26 | 3–80 7–80 | - - | - - | 135 106 | |
| 7 8 | Вертикально- фрезерный | 6С12 | 2–74 - | - 2–60 | 3–38 - | - 2–60 | 112 120 | |
| 9 10 | Сверлильный | 2А125 | 6–168 - | - 6–158 | - - | - - | 168 158 | |
| 11 | Вертикально- фрезерный | 6М12 | - | - | 6–58 | - | 58 | |
| 12 | Плоско- шлифовальный | 3Г71 | - | - | 5–24 | - | 24 | |
| 13 | Вертикально- фрезерный | 6М118 | - | - | - | 3–95 | 95 | |
| 14 | Шлифовальный | 336 | - | - | - | 4–21 | 21 | |
|
| 461 | 502 | 199 | 265 | - | - | ||
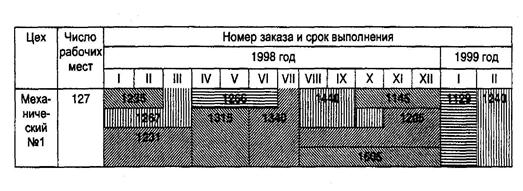
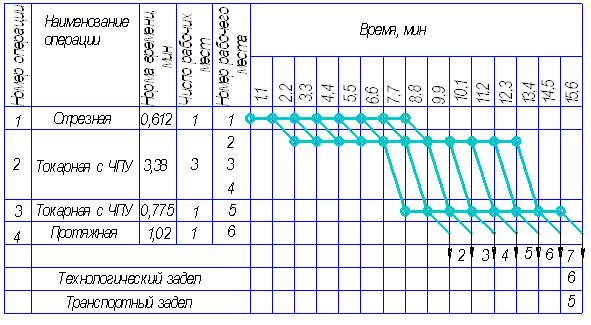
Построение стандарт-плана начинают с наиболее трудоемкой детали для которой сумма операционных циклов максимальна, затем переходят к менее трудоемкой и т.д. В рассматриваемом примере нанесения деталей на график определяется по итоговой строке и имеет следующую последовательность:
2–1–5–3
Стандарт-план для рассматриваемого примера приведен на рис. 1
Похожие работы

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... Руководство Начальник цеха заместитель начальника цеха начальник участка мастер 1 1 3 9 ПДБ Начальник ПДБ старший диспетчер диспетчер инженер по планированию техник по материалам 1 1 3 1 1 Технологическое бюро Начальник технологического бюро Старший инженер-технолог инженер-технолог инженер-конструктор техник-технолог ...
обходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки. 1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ...
0 комментариев