Навигация
РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ И ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ОДНОПРЕДМЕТНОЙ ПОТОЧНОЙ ЛИНИИ
30459
знаков
12
таблиц
3
изображения
2 РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ И ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ОДНОПРЕДМЕТНОЙ ПОТОЧНОЙ ЛИНИИ
2.1 Расчет такта поточной линии
Такт поточной линии — средний интервал времени между выпуском обрабатываемых деталей — рассчитывается исходя из максимальной годовой программы выпуска деталей.
На однопредметной поточной линии такт потока
 , (мин/шт.), (3.1)
, (мин/шт.), (3.1)
где Фд — действительный фонд времени работы линии в планируемом периоде, ч;
Nв — программа выпуска деталей, шт.
Действительный фонд времени работы оборудования зависит от вида оборудования, его ремонтной сложности и, следовательно, среднего простоя его в ремонте, сложности наладки и подналадки.
Действительный фонд времени определяется по формуле:
![]() , (час.), (3.2)
, (час.), (3.2)
где Фн — номинальный фонд времени работы поточной линии при двухсменной работе, ч;
aр — коэффициент, учитывающий потери времени, связанные с проведением плановых ремонтов и всех видов обслуживания (0.03...0.07);
aн — коэффициент, учитывающий потери времени на настройку и подналадку оборудования во время рабочих смен (0,05...0,1).
![]() =4015[1-(0.05+0.05)]= 3613,5 час.
=4015[1-(0.05+0.05)]= 3613,5 час.
![]() мин/шт
мин/шт
2.2 Расчет потребного количества рабочих мест
В поточном производстве потребное количество рабочих мест (оборудования) определяется для каждой технологической операции. Первоначально определяют расчетное число рабочих мест (трi):
![]() , (шт.), (3.3)
, (шт.), (3.3)
где tшт i — норма штучного времени на i-й операции, мин;
r — такт потока, мин.
![]()
Принимаем ![]() 1.
1.
Аналогично рассчитываем число рабочих мест для остальных операций. Результаты сведем в таблицу 2.1.
Коэффициент загрузки рабочих мест определяется в процентах по каждой операции технологического процесса и по линии в целом:
- по операциям
 ;
;
- по линии в целом
 ,
,
где Ко — количество операций.
Полученные значения заносим в таблицу 2.1.
Таблица 2.1. — Расчет количества рабочих мест| Номер операции | Наименование операции | Наименование оборудования | Параметры | |||
| tшт | тр | тпр | kз | |||
| 1 | Отрезная | 8Б72 | 0,612 | 0,565 | 1 | 56,5 |
| 2 | Токарная с ЧПУ | 16Б16Т1 | 3,38 | 3,11 | 3 | 104 |
| 3 | Токарная с ЧПУ | 16Б16Т1 | 0,775 | 0,75 | 1 | 75 |
| 4 | Вертикально-протяжная | 7Б66 | 1,02 | 0,94 | 1 | 94 |
| Итого: | 5,787 | 5,37 | 6 | 82,375 | ||
Похожие работы
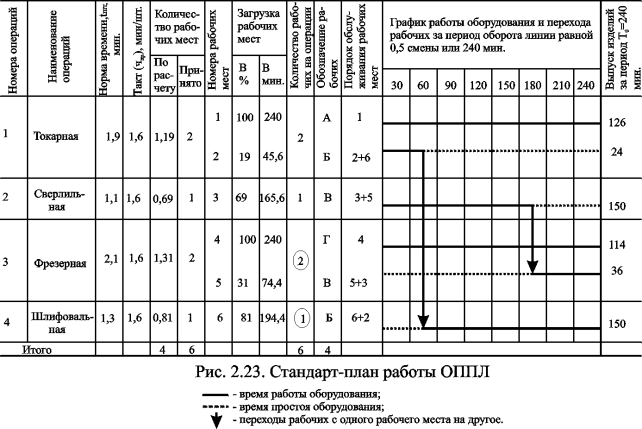
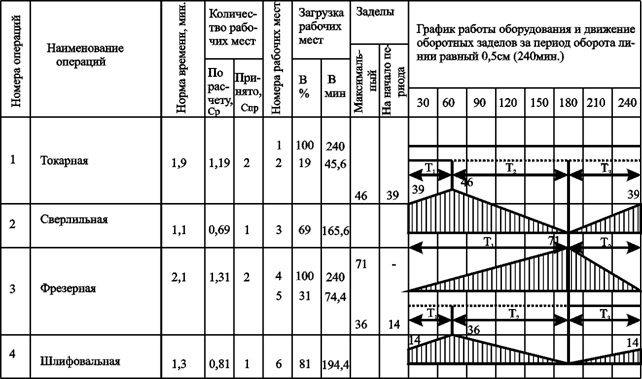
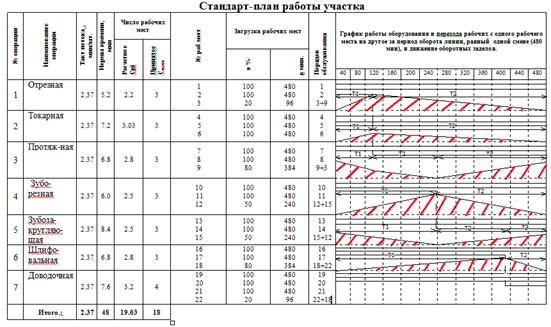
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... программа; Т – количество дней в месяце; KCM – количество смен. Таким образом, программа выпуска по формуле (1) равна 166 штук: Nв = 14000/ 21*2*2 = 166 Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ): rпр = Fэ/ Nв, [2] где Fэ – время периода оборота линии. rпр = 8*0,5*60/ 166 = 1,45 Такт ОППЛ равен 1,45 штук в ...
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев