Навигация
Планирование и организация обеспечения инструментом
30459
знаков
12
таблиц
3
изображения
3.3 Планирование и организация обеспечения инструментом
В этом разделе проекта определяем нормы расходам запаса инструмента, а также его стоимость в расчете на годовую программу выпуска деталей.
Расчет нормы расхода режущего инструмента в массовом и крупносерийном производстве обычно производится на 1000 шт. деталей по каждому типоразмеру инструмента для каждой деталеоперации:
 ,
,
где Нpij — норма расхода режущего инструмента j-го типоразмера на i-й операции, шт.;
tмij — продолжительность обработки одной детали на i-й операции j-м инструментом, мин;
Tизнj — время полного износа инструмента i-го типоразмера, ч;
Аij — количество инструментов в одной наладке на i-й операции j-м инструментом;
kyj — коэффициент случайной убыли инструмента.
Определим норму расхода резцов проходных на 1-й операции
 =0,3шт.
=0,3шт.
Таблица 3.7. Норма расхода режущего инструмента
| № операции | Наименование инструмента | tм | Тизн | А | Ку | Нр |
| 1 | Пила | 0,2 | 30 | 1 | 0,15 | 0,3 |
| 2 | резец прох. | 0,27 | 20 | 1 | 0,2 | 1,125 |
| резец подрез.. | 0,42 | 20 | 1 | 0,2 | 1,750 | |
| резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 | |
| 3 | резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 |
| сверло 6,6 | 0,24 | 11 | 1 | 0,1 | 3,636 | |
| сверло 8,43 | 0,27 | 11 | 1 | 0,1 | 4,091 | |
| 5 | Протяжка | 0,3 | 25 | 1 | 0,1 | 2 |
Норма расхода для измерительного инструмента j-го наименования на 1000 деталей определяется по формуле:
 ,
,
где с — необходимое количество измерений на одну деталь;
kвыб — доля деталей, подвергаемых выборочному контролю;
то — количество измерений, выполняемых с помощью инструмента до полного его изнашивания.
Количество измерений то зависит от квалитета точности измеряемого размера (а следовательно, от поля допуска на износ калибра) и рода обрабатываемого (т. е. измеряемого) материала.
Определим норму расхода штангенциркулей на 1-й операции
 =0,5 шт.
=0,5 шт.
Таблица 3.8. Норма расхода измерительного инструмента
| № операции | Наименование инструмента | с | Квыб | m0 | Hизм |
| 1 | штангенциркуль | 4 | 10 | 80 000 | 0,50 |
| 2 | штангенциркуль | 5 | 10 | 80 000 | 0,63 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 3 | штангенциркуль | 6 | 10 | 80 000 | 0,75 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 4 | штангенциркуль | 1 | 10 | 80 000 | 0,13 |
| 5 | пробка | 1 | 10 | 70 000 | 0,14 |
Годовой расход режущего, абразивного и измерительного инструмента j-го типоразмера:
![]() ,
,
где Nв — программа выпуска деталей, шт;
Нij — норма расхода инструмента j-го типоразмера на i-й операции.
Определим годовой расход резцов проходных
![]() =60 шт.
=60 шт.
Результаты расчетов по остальным инструментам сводим в табл. 3.9.
Таблица 3.9. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | годовой расход | Наименование инструмента | годовой расход |
| пила. | 60 | пробка22 | 100 |
| резец проходной | 225 | штангенциркуль | 638 |
| резец подрез. | 350 | пробка11 | 43 |
| резец расточ. | 435 | протяжка | 400 |
| сверло 6,6 | 727 | сверло 8,43 | 818 |
С целью создания минимальных запасов инструмента для обеспечения бесперебойной работы цеха производится расчет цехового оборотного фонда инструмента Zц по каждому его типоразмеру, предусмотренному технологическим процессом обработки:
![]() ,
,
где Zрм ── количество инструмента, находящегося на рабочих местах;
Zрз ── количество инструмента, находящегося в заточке;
Zк ── количество инструмента, находящегося в ИРК.
При этом
![]() ,
,
где Аij − количество j-х единиц инструмента данного типоразмера, находящегося в резерве на рабочем месте i-й операции;
Е − количество рабочих мест (станков), на которых одновременно используется данный инструмент;
К − количество запасных комплектов инструмента, находящихся в резерве на рабочем месте (1-2).
![]() ,
,
где tз − цикл заточки инструмента (8 или 16 часов);
tп − период доставки инструмента (обычно один раз в смену).
![]() ,
,
где Тз − период времени, необходимый для обмена затупленного инструмента на заточенный, ч. Принимается по заводским данным, или при их отсутствии – 24 ч.;
Р − период времени, необходимый для пополнения запасов ИРК с ЦИС, сут.;
М − месячный расход инструмента данного типоразмера;
D − число рабочих дней в месяце.
Для проходных резцов получим
![]() =2 шт.
=2 шт.
![]() =1 шт.
=1 шт.
![]() =25 шт.
=25 шт.
![]() =38 шт.
=38 шт.
Таблица 3.10. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | A | E | Zрм | Zрз | tст | М | Zk | Zц |
| Пила | 1 | 1 | 5 | 1 | 8 | 57 | 25 | 31 |
| резец прох. | 1 | 4 | 12 | 1 | 8 | 78 | 28 | 41 |
| резец подрез.. | 1 | 4 | 12 | 1 | 8 | 88 | 29 | 42 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 4 | 17 | 24 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 111 | 32 | 39 |
| сверло 6,6 | 1 | 4 | 4 | 1 | 8 | 33 | 21 | 26 |
| сверло 8,43 | 1 | 4 | 8 | 1 | 8 | 4 | 17 | 26 |
| Протяжка | 1 | 1 | 4 | 1 | 8 | 91 | 29 | 34 |
Запас этого инструмента в ИРК устанавливается в зависимости от количества одновременно применяемого на рабочих местах и средней стойкости: для наиболее ходового – в размере среднемесячного его расхода, для наименее ходового – в размере двухмесячного расхода и более.
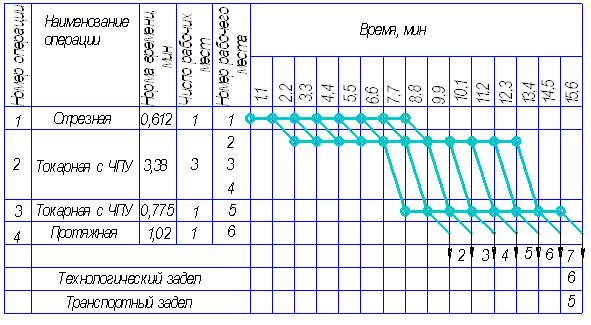
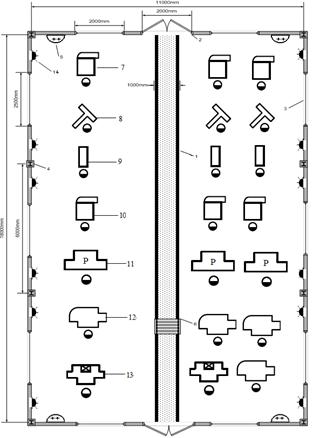
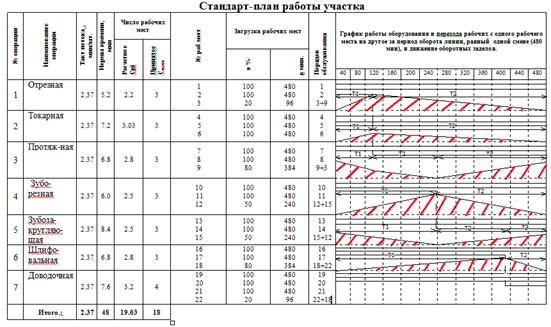
Рисунок 1 – Стандарт-план однопредметной непрерывно-поточной линии
Литература
1 Сачко А.Н.,Бабук В.В. Организация и планирование машиностроительного производства. Курсовое проектирование. Мн.: Вышэйшая школа,1986 г
2 Практикум по организации и планированию машиностроительного производства. Под ред. Ю.В.Скворцова, Л.А. Некрасова. М.: Высшая школа, 1990 г
3 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Мн.: Вышэйшая школа,1983 г
Похожие работы
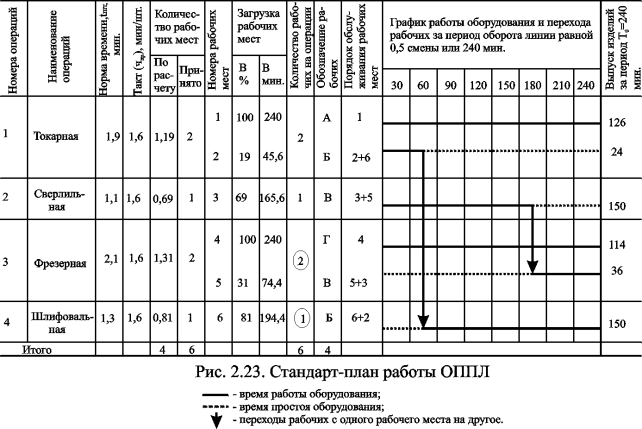
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... программа; Т – количество дней в месяце; KCM – количество смен. Таким образом, программа выпуска по формуле (1) равна 166 штук: Nв = 14000/ 21*2*2 = 166 Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ): rпр = Fэ/ Nв, [2] где Fэ – время периода оборота линии. rпр = 8*0,5*60/ 166 = 1,45 Такт ОППЛ равен 1,45 штук в ...
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев