Навигация
Выбор вида поточной линии
30459
знаков
12
таблиц
3
изображения
2.3 Выбор вида поточной линии
При проектировании поточной линии ограничиваемся предварительной синхронизацией, при которой длительность обработки деталей на данной операции может отклоняться от такта потока в пределах 8-10%. Окончательная же синхронизация достигается в период освоения и отладки работы линии в производственных условиях.
. Расчленять и перераспределять станочные операции трудно, а иногда просто невозможно. Поэтому для применения непрерывно-поточной линии необходимо выявить возможность синхронизации по занятости рабочего в течение такта потока или кратной ему величины, при наличии простоя недогруженных станков. В этом случае синхронизация может достигаться при выполнении условия:
![]() или
или ![]() ,
,
где Нпрi — принятая норма обслуживания станков одним оператором.
Оперативное время (toi) на операции составляет 5,4 минуты, а такт потока r = 1,084мин., то moi = 5,4/1,084 = 4,99, mпрi = 5. Занятость рабочего 1,074 мин. То Нрi = 5,05, а Нпрi =5. Таким образом, при параллельном обслуживании 5-и станков за 5 тактов потока (5,42 мин.) рабочий занят 5,37 мин., и поэтому линия может быть принята непрерывно-поточной.
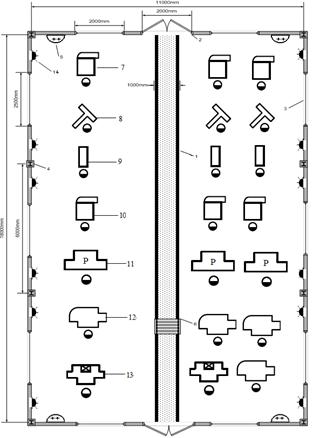
Длина непосредственно рабочей части конвейера Lp определяется по формуле:
![]() ,(м),
,(м),
где Ко — число операций;
l — шаг конвейера (расстояние между предметами на линии, м).
![]() 2*6=12 м
2*6=12 м
Скорость конвейера v определяется:
![]() м/мин,
м/мин,
![]() 2/1,084=1,85 м/мин
2/1,084=1,85 м/мин
Наиболее удобной является скорость до 3 м/мин. Условие выполняется, т.к. v<3 м/мин
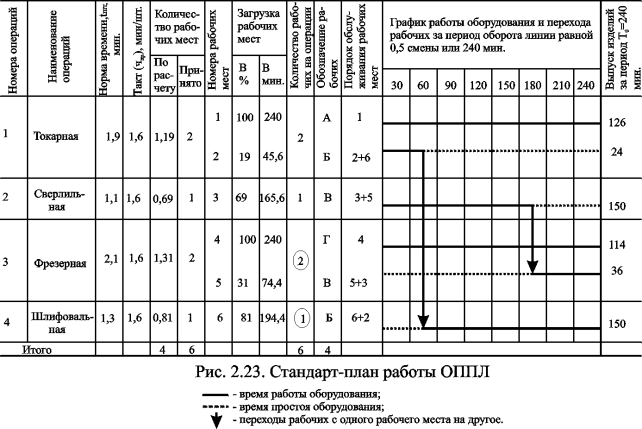
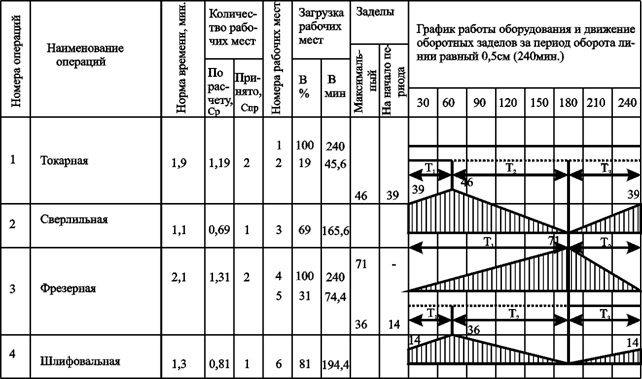
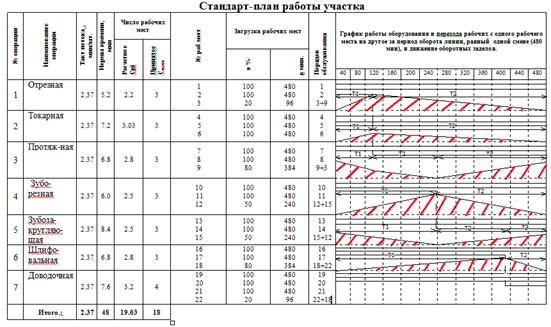
2.4 Разработка стандарт-плана линии
По степени непрерывности процесса производства поточные линии массового производства делятся на непрерывно-поточные и прерывно-поточные. Непрерывно-поточный процесс производства характеризуется синхронностью продолжительности выполнения каждой операции с тактом потока. При такой организации процесса производства за каждый такт с линии сходит одна деталь.
Cтандарт-план работы непрерывно-поточной линии регламентирует расстановку рабочих по операциям, определяет загрузку рабочих и оборудования. Стандарт-план определяет способ и период передачи деталей с операции на операцию (по одной детали или транспортными партиями, через такт или через несколько тактов), периодичность и количество подач заготовок на первую операцию.
Стандарт-план работы непрерывно-поточной линии составляется на такой отрезок времени, который достаточен для выявления повторяемости процесса производства на данной линии. Разработанный стандарт-план актуален на протяжении такого отрезка календарного времени, пока в производственной программе не произойдут существенные изменения.
2.5 Расчет заделов на линии
Технологический задел — это количество деталей, находящихся в данный момент в процессе обработки, или заготовок, установленных на станках:
![]() , (шт.),
, (шт.),
где Кр.м — количество рабочих мест (станков) на линии;
пустi — количество одновременно обрабатываемых деталей или установленных заготовок на i-м рабочем месте.
![]() 6 шт.
6 шт.
Транспортный задел — количество деталей или заготовок, которые находятся в процессе передачи с одной операции на другую. Он зависит от степени синхронности смежных операций.
![]() ;
;
где тпрi— количество единиц оборудования или рабочих мест на i-й операции;
![]() 1+3+1=5 шт.
1+3+1=5 шт.
Zобщ=Zтех+Zтр=6+5=11 шт.
3 ОБСЛУЖИВАНИЕ РАБОЧИХ МЕСТ
3.1 Расчет численности рабочих
Расчет численности рабочих основного производства можно производить двумя методами: по числу рабочих мест и по трудоемкости работ. На поточных линиях применяется первый метод. Если станочник работает на одном станке, занятость рабочего в течении смены будет соответствовать загрузке рабочих мест. Так рассчитывается явочное число рабочих, которые должны ежедневно выходить на работу в плановом периоде. Списочное число рабочих — это число рабочих, которые должны обеспечить функционирование оборудования в течение плановой продолжительности его работы:
 ,
,
где Чяв — число рабочих, чел.;
Фд — действительный фонд времени работы оборудования, ч;
Фэф — эффективный фонд рабочего времени одного работающего, ч.
Коэффициент фактической занятости рабочего-многостаночника
![]() ,
,
где tр — фактическое рабочее время за время цикла, включая время переходов, мин;
Тц.м. — длительность цикла многостаночного обслуживания, мин.
Нормативное количество станков, обслуживаемых одним рабочим, можно определить по формуле:
 ,
,
где tм-а — время машинно-автоматической работы, мин;
tв.н. — вспомогательное неперекрывающееся время, включая время активного наблюдения, мин;
tв.п. — вспомогательное перекрывающееся время, мин;
tпер — время перехода рабочего от станка к станку, мин.
Расчетное количество станков округляется до ближайшего меньшего числа. Если на станках выполняются разные операции, принимается значение tм-а того станка, для которого оно меньше.
На непрерывно-поточной линии длительность цикла при многостаночной работе равна или кратна такту поточной линии:
![]() , п=1,2,3,…
, п=1,2,3,…
На 1-й, 3-й,4-й операциях (п = 1):
![]() =1*1,084=1,084 мин.
=1*1,084=1,084 мин.
На 2-й операции (п = 3):
![]() =3*1,084=3,25 мин.
=3*1,084=3,25 мин.
На 1-й операции получаем
![]() 0,851/1,084=0,79
0,851/1,084=0,79
![]() =1,3шт.
=1,3шт.
Численность рабочих-станочников по каждой операции с учетом многостаночного обслуживания:
![]() ,
,
где тр — расчетное число рабочих мест по данной операции;
Н — количество станков, обслуживаемых одним рабочим.
Чм1=1/1,3 =0,77 чел.
Принимаем на первой операции Чм1=1 чел.
Аналогично определяем число рабочих-станочников на остальных операциях. Результаты расчетов сведем в таблицу 2.2.
Таблица 2.2. Численность рабочих-станочников
| Параметр | Отрезная | Токарная с ЧПУ | Токараня с ЧПУ | Вертикально-протяжная |
| Число рабочих мест по данной операции | 1 | 3 | 1 | 1 |
| Время машинно-автоматической работы | 0,46 | 3,04 | 0,49 | 0,88 |
| Вспомогательное неперекрывающееся время | 0,42 | 0,7 | 0,55 | 0,78 |
| Вспомогательное перекрывающееся время | 0 | 0 | 0 | 0 |
| Время перехода рабочего от станка к станку | 0,1 | 0,1 | 0,1 | 0,1 |
| Длительность цикла при многостаночном обслуживании | 1,084 | 3,25 | 1,084 | 1,084 |
| Фактическое рабочее время за время цикла, включая время переходов | 0,851 | 3,596 | 0,991 | 1,25 |
| Коэффициент фактической занятости рабочего | 0,79 | 1,106 | 0,979 | 1,15 |
| Количество станков, обслуживаемых одним рабочим | 1,3 | 3,2 | 1,12 | 1 |
| Расчетное число рабочих-станочников | 0,77 | 0,94 | 0,893 | 1 |
| Принятое число рабочих-станочников | 1 | 1 | 1 | 1 |
| Общее число рабочих-станочников | 4 | |||
Численность рабочих вспомогательного производства можно рассчитать на основе трудоемкости работ или норм обслуживания. Расчет численности |вспомогательных рабочих i-й профессии ведется по формуле:
 ,
,
где åUi — сумма единиц обслуживания по i-й профессии;
kсм — количество смен работы;
Ноi — норма обслуживания по i-й профессии
Определим число наладчиков токарных станков
![]() = 0,5 чел.
= 0,5 чел.
Принимаем Чвспт=1 чел.
Аналогично определим число вспомогательных рабочих на остальных операциях. Результаты расчетов сведем в таблицу 2.3
Таблица 2.3. Численность рабочих вспомогательного производства
| Профессия | Сумма единиц обслуживания | Норма обслуживания | Расчетная численность |вспомогательных рабочих | Принятая численность |вспомогательных рабочих |
| Наладчик токарных станков | 4 | 16 | 0,5 | 1 |
| Наладчик отрезных станков | 1 | 16 | 0,2 | 1 |
| Наладчик протяжных станков | 1 | 7 | 0,3 | 1 |
| Смазчик | 586 | 1000 | 1,2 | 2 |
| Электромонтер по межремонтному обслуживанию | 586 | 1000 | 1,2 | 2 |
| Контролер-приемщик | 1 | 40 | 0,1 | 1 |
| Кладовщик-раздатчик инструмента и приспособлений | 1 | 50 | 0,04 | 1 |
| Рабочий по доставке инструментов и приспособлений на рабочие места | 10 | 50 | 0,4 | 1 |
| Стропальщик | 10 | 50 | 0,4 | 1 |
| Крановщик | 10 | 50 | 0,4 | 1 |
| Уборщик производственных помещений | 438 | 1500 | 0,6 | 1 |
| Общее число вспомогательных рабочих | 14 | |||
Численность служащих (руководителей и специалистов) участка определяем укрупнённо в процентах от числа всех рабочих (для механообрабатывающих цехов: 8-16 %).
Чсл=0,1*(Чм+Чвсп)=0,1*(3+10)=1,3 чел
Принимаем Чсл=2 чел
Похожие работы
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... программа; Т – количество дней в месяце; KCM – количество смен. Таким образом, программа выпуска по формуле (1) равна 166 штук: Nв = 14000/ 21*2*2 = 166 Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ): rпр = Fэ/ Nв, [2] где Fэ – время периода оборота линии. rпр = 8*0,5*60/ 166 = 1,45 Такт ОППЛ равен 1,45 штук в ...
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев