Навигация
Планирование и организация ремонта оборудования
30459
знаков
12
таблиц
3
изображения
3.2 Планирование и организация ремонта оборудования
Планирование ремонтных работ осуществляется на основе типовой системы технического обслуживания и ремонта оборудования.
Сущность системы заключается в том, что после отработки каждым агрегатом или станком определенного количества часов производятся плановые профилактические осмотры и различные виды ремонтов.
Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов устанавливается в часах оперативного времени работы оборудования. Основным нормативом при организации и планировании ремонтных работ является длительность ремонтного цикла Тц, под которым понимается период оперативного времени работы оборудования между двумя капитальными ремонтами.
Продолжительность ремонтного цикла:
![]() , (час),
, (час),
где А — исходная величина ремонтного цикла, различная для различных видов оборудования,
kом — коэффициент, учитывающий род обрабатываемого материала;
kми — коэффициент, учитывающий род материала инструмента;
kтс — коэффициент, учитывающий квалитет точности обработки;
kмс — коэффициент, учитывающий массу станка;
kв — коэффициент, учитывающий возраст станка;
kд — коэффициент, учитывающий год выпуска станка.
Величина А и коэффициенты принимаются по справочным изданиям.
В нашем случае коэффициенты для всех единиц оборудования одинаковы и равны:
А=24000 час.;kми =1;kтс =1;kмс =1;kв =1;kд =1.
Тц=24000*1*1*1*1*1=24000 час.
Расчета длительности ремонтного цикла в годах
Тцг=Тц/(Фд*Кз) (лет)
Расчета длительности ремонтного цикла в месяцах
Тцм=12*Тцг (мес).
Продолжительность межремонтного t и межосмотрового tо периодов:
 ;
;  ,
,
где Хс — количество средних ремонтов в течение ремонтного цикла;
ХТ — количество текущих ремонтов в течение ремонтного цикла;
Хо — количество осмотров в течение ремонтного цикла.
Количество Хс , ХТ и Хо определяется по структуре ремонтного цикла для данного вида оборудования
Для станков на первой операции получаем:
Тцг=24000/(3613,5*0,57)=11.6 лет
Тцм=11.6*12=139.2мес.
![]() =17.4 час.
=17.4 час.
![]() =8.7мес.
=8.7мес.
Для уменьшения простоев линии станки должны ремонтироваться одновременно.
Таблица 3.4. – План ремонта оборудования механического участка на 2003г.
| № | Наименование оборудования | Модель, тип оборудования | Инвентарный номер | Послед-ний ремонт | Категория ремонтной сложности | Продолжительность межремонтного цикла (мес.) | Вид ремонтных операций, трудоемкость по месяцам, час. | ||||||||||||||
| вид | дата | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | ||
| 1 | Отрезной | 8Б72 | 1001 | Т | I | 47 | 12 | Т | 4 1/4 | О | 16 1 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 2 | Токарный с ЧПУ | 16Б16Т1 | 1002 | Т | I | 47 | 12 | Т | 4 1/4 | О | 16 1 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 3 | Токарный с ЧПУ | 16Б16Т1 | 1003 | Т | I | 47 | 12 | Т | 4 1/4 | О | 16 1 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 4 | Токарный с ЧПУ | 16Б16Т1 | 1004 | Т | I | 47 | 12 | Т | 4 1/4 | О | 16 1 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 5 | Токарный с ЧПУ | 16Б16Т1 | 1005 | Т | I | 47 | 12 | Т | 4 1/4 | О | 16 1 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 6 | Вертикально-протяжной | 7Б66 | 1006 | Т | I | 38 | 12 | Т | 4 1/4 | О | 6 0,4 | О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
Примечание. В числителе указывается продолжительность выполнения слесарных работ (ч), в знаменатели – продолжительность простоя станка в ремонте (сут.) Трудоемкость данного вида ремонта по каждому станку определяется на основе категории сложности ремонта и норм трудоемкости на одну ремонтную единицу и определяется по формуле:
![]() , (нормо-час),
, (нормо-час),
где Кс — категория ремонтной сложности станка;
tс — норма времени на одну ремонтную единицу, ч, по нормативам.
Трудоемкость ремонта должна быть определена отдельно по видам работ и в целом. Результаты расчетов сведены в таблице
Среднегодовой объем слесарных работ Qсл определяется по формуле:
 ,
,
где tо, tт, tс, tк — норма времени на единицу ремонтной сложности при соответствующем виде ремонта ;
Коб - количество установленного оборудования.
Таблица 3.5. Среднегодовой объем слесарных работ
| Тип станка | Нормы времени на единицу ремонтной сложности | Qсл | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,75 | 4 | 16 | 23 | 329 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 987 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 329 |
| Вертикально-протяжной | 0,75 | 5 | 7 | 23 | 223 |
| итого: | 1868 | ||||
Аналогично рассчитывается среднегодовой объем станочных работ по ремонту.
Таблица 3.6. Среднегодовой объем станочных работ
| станок | Нормы времени на единицу ремонтной сложности | Qст | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,1 | 2 | 7 | 10 | 141 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 423 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 141 |
| Вертикально-протяжной | 0,1 | 2 | 7 | 10 | 141 |
| итого: | 846 | ||||
Продолжительность простоя оборудования в ремонте зависит от вида ремонта, категории ремонтной сложности агрегата и числа смен работы ремонтных бригад в сутки. Простой оборудования в ремонте исчисляется с момента остановки агрегата на ремонт до момента приемки его из ремонта.
Численность слесарей для ремонта Чсл :
![]() , (чел),
, (чел),
Численность станочников для ремонта Чст :
![]() , (чел),
, (чел),
Коэффициент aр, учитывающий потери времени на выполнение плановых ремонтных работ:
![]() ,
,
где Qсли Qст— соответственно общий годовой объем слесарных и станочных работ на автоматической линии (участке) по итоговым данным;
Фр — годовой фонд работы одного рабочего в год (час);
Qпр — суммарные простои оборудования за год (час);
Фн — номинальный фонд работы одного станка за год (час).
Число слесарей для ремонта
Чсл=Qсл/Фр=1868/2080=0,9 чел.
Принимаем Чсл=1.
Число станочников для ремонта
Чст=Qст/Фр=846/2080=0,4 чел.
Принимаем Чст=1.
Коэффициент aр следует сравнить с принятым при расчете действительного фонда работы оборудования.
aр =(1868+846)/(6*4015)=0,11
Полученный коэффициент aр больше принятого (a=0,1).
Кроме ремонтного персонала рассчитывается потребность в персонале по дежурному обслуживанию оборудования (дежурные слесари, электрики и др.). При этом численность дежурного персонала j-й профессии рассчитывается по формуле:
![]() ,
,
где Кei —-категория ремонтной сложности i-го оборудования;
Нoj — норма обслуживания одним дежурным рабочим j-й профессии (в единицах ремонтной сложности);
kсм — коэффициент сменности работы оборудования.
Число дежурных слесарей
Чд=(47*6+38*8)*2/500=2,3 чел.
Принимаем Чд=3 чел.
Число дежурных электриков
Чэ=(47*6+38*8)*2/1000=1,1 чел.
Принимаем Чэ=2 чел.
Похожие работы
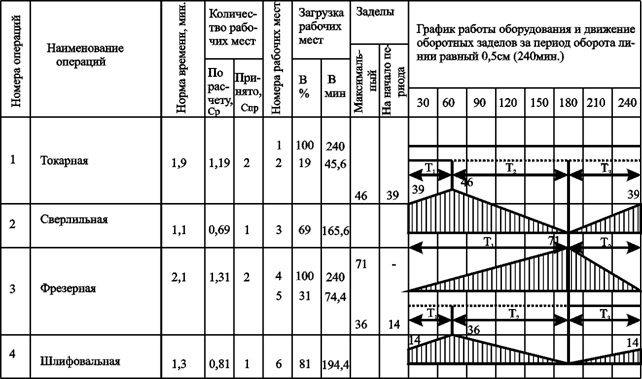
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... программа; Т – количество дней в месяце; KCM – количество смен. Таким образом, программа выпуска по формуле (1) равна 166 штук: Nв = 14000/ 21*2*2 = 166 Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ): rпр = Fэ/ Nв, [2] где Fэ – время периода оборота линии. rпр = 8*0,5*60/ 166 = 1,45 Такт ОППЛ равен 1,45 штук в ...
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев