Навигация
Материальный баланс горения
32859
знаков
6
таблиц
2
изображения
2.3 Материальный баланс горения
| Поступило газа 100 м3, в том числе кг. | Получено продуктов горения |
| CH4 = 92,2 * 16/22,4 = 65,9 | CO2 = 97,8 * 44/22,4 = 192,1 |
| C2H6 = 0,8 * 30/22,4 = 1,07 | H2O = 191 * 18/22,4 = 153,5 |
| C4H10 = 1,0 * 58/22,4 = 2,6 | O2 = 9,91 *32/22,4 = 14,6 |
| N2 = 6 * 28/22,4 = 7,5 | N2 = 807,73 *28/22,4 = 1009,7 |
| 77,07 | 1369,46 |
| Воздуха: О2 = 219,07 * 32/22,4 = 304,39 |
| N2 = 801,13 * 28/22,4 = 1001,41 |
| 1305,8 |
∑прих = 77, + 1305,8 = 1382,87 кг
∑расх = 1369,46 кг
3 РАСЧЕТ НАГРЕВА МЕТАЛЛА
Нагрев металла в печах является очень важной операцией. Металл желательно нагревать быстро, т.к. в этом случае уменьшается его угар, увеличивается производительность печи и уменьшает удельный расход топлива на нагрев. Из этих соображений целесообразно выбирать оптимальный температурный режим печи, обеспечивающий с одной стороны, быстрый нагрев металла, а с другой, не создающий в нагреваемом металле чрезмерных механических напряжений, которые могут привести к образований трещин.
Продолжительность нагрева металла до заданной температуры является важным параметром, определяющим производительность печи и ее габаритные размеры.
Расчет нагрева металла начинается с определения критерия Bi.
Критерий Bi проводит границу «тонких» и «массивных» тел.
Bi ≤ 0,25 - тело «тонкое»
Bi > 0,5 - тело «массивное»
Bi = α∑ * S/λ
где
S – прогреваемая толщина, м. Нагрев односторонний.
S = 0,09 м
λ – средний коэффициент теплопроводности, Вт/(м * оС)
λ20 = 51,9 Вт/(м * оС)
λ800 = 25,9 Вт/(м * оС)
λср = λ20 + λ800/2 = 51,9 +25,9/2 = 38,9 Вт/(м * оС)
α∑ - суммарный коэффициент теплоотдачи от газа к металлу, Вт/(м2 * оС)
α∑ = 0,092 * (Тп/100)3
Тп – температура печи конечная, оС
Тп = tн + 273 +50
Тп = 800 + 273 + 50 = 1123 оС
α∑ = 0,092 * (1123/100)3 =130,3 Вт/(м2 * оС)
Bi = 130,3 * 0,09/38,9 = 0,3 – тело «массивное»
τн =![]()
где
m – коэффициент массивности.
m = ![]()
К2 – коэффициент усреднения теплового потока по сечению тела.
К3 – коэффициент усреднения разности температуры в теле.
m = ![]()
S – характерный размер тела, м
С – удельная теплоемкость металла, Дж/(кг * оС)
![]() - плотность металла, кг/м3
- плотность металла, кг/м3
К1 – коэффициент формы тела К1 = 1,7
α – коэффициент теплопередачи, Вт/(м2 * оС)
tп – температура печи, оС
tн – начальная температура металла, оС
tк – конечная температура металла, оС
τн = ![]() с
с
τн = 2,7 ч
τв – время выдержки, ч
τв = 0,5 ч
τоб – общее время, ч
τоб = τн + τв
τоб = 2,7+ 0,5 = 3,2 ч
4 РАСЧЕТ ОСНОВНЫХ РАЗМЕРОВ ПЕЧИ
4.1 Расчет основных размеров рабочего пространства печи
F - площадь активного пода, м2
F = G/q
где
G – производительность печи, кг/ч
q – удельная производительность печи на активный под q = 140 кг/(м2 * ч)
f = 2150/140 = 15,4 м2
La - длина активного пода, м
La = F/l
где
l – длина изделия, м
La = 15,4/1,6 = 9,6 м
La = Lp, где Lp – длина рабочего пространства печи, м
Вр – ширина рабочего пространства, м
Вр = 1,6 + 2 * 0,25 = 2,1 м
Нр – высота рабочего пространства печи, м
Нр = 1,2 м
Кладка печи выполняется из огнеупорного шамотного кирпича и изоляционного диатомитного кирпича.
Sшам = 0,23 м
Sдиат = 0,115 м
Похожие работы
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
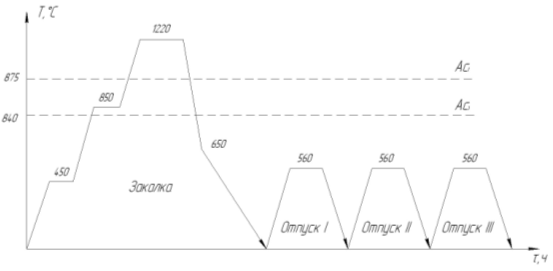
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...


... детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами. термический обработка плашка 2. Характеристика материала Характеристика материала сталь 9ХС показывается в ее химических, механических и других свойствах. Химический состав в % материала стали 9ХС: Кремний: 1,20-1,60 ...
0 комментариев